
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
6.2. ГАП (Гибкие автоматизированные производства) для обработки деталей типа тел вращения. Автоматизированный участок АУ-1.
Автоматизированный участок АУ-1 и гибкое производство АСВ. Участок АУ-1 (рис. 6.5) разработан в ЭНИМСе и построен на заводе «Станкоконструкция».
Участок предназначен для комплексной механической обработки деталей в количестве 100 000 штук в год при двухсменной работе.
Номенклатура обрабатываемых на участке деталей:
1) валы диаметром 20-160 мм и длиной 100-750 мм;
2) гильзы, стаканы, втулки диаметром и длиной до 250 мм;
3) диски, фланцы, кольца диаметром 50-320 мм и длиной до 250 мм;
4) кулачки, эксцентрики и другие детали со сложными криволинейными поверхностями.
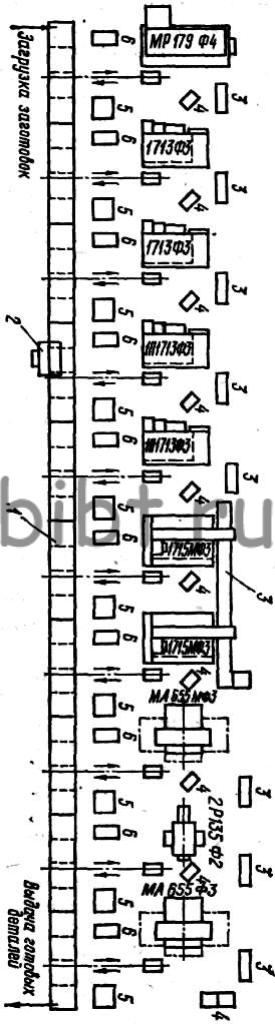
Рис. 6.5. Автоматизированный участок АУ-1 конструкции ЭНИМСа для обработки деталей типа тел вращения:
1 - стеллажи автоматической и транспортно-складирующей системы; 2 - электроштабелер; 3 - система обеспечения инструментами; 4 - устройства ЧПУ на рабочих местах; 5 - пульт связи с диспетчером; 6 - шкаф электрооборудования.
Первоначальный вариант АУ-1 включал десять станков с ЧПУ:
фрезерно-центровальный мод. МР179Ф4 с инструментальным магазином на 36 позиций;
два токарных центровых полуавтомата мод. 1713Ф3 с четырехпозиционной револьверной головкой;
два токарных патронных полуавтомата мод. 1П713Ф3 с пятипозиционной револьверной головкой;
два токарных патронно-центровых полуавтомата мод. 1715МФ3 с инструментальным магазином на 8 инструментов и устройствами для контроля состояния режущего инструмента в цикле;
вертикально-фрезерный станок с инструментальным двенадцатипозиционным магазином мод. МА655МФ3;
вертикально-сверлильный станок с шестипозиционной револьверной головкой мод. 2Р135Ф2;
вертикально-фрезерный станок мод. МА655Ф3. Станки были объединены в систему группового ЧПУ от ЭВМ «Минск-32» и «Днепр-3».
В задачу ЭВМ кроме управления станками входило:
а) расчет управляющих программ;
б) определение оптимальной последовательности обработки деталей на участке по критерию минимального времени переналадки станков с учетом меняющихся ситуаций (выход станка из строя, отсутствие нужных заготовок и пр.);
в) управление работой транспортно-складирующей системы.
Транспортно-складирующая система включала в себя однорядный трехъярусный стеллаж, обслуживаемый автоматическим штабелером, и напольные тележки, осуществляющие связь между складом и станками (подача заготовок к станкам, удаление деталей). Таким образом, штабелер, перемещающийся вдоль всего пролета, является складирующим и основным транспортным средством. Обслуживание станков на участке, установка заготовок и снятие деталей осуществляются операторами в режиме многостаночного обслуживания.
Большинство станков участка было оборудовано устройствами автоматической смены инструмента. Однако для обработки сложных деталей на токарных станках этого недостаточно. Для ускорения переналадки двух токарных станков мод. 1715МФ3 на участке установлен транспортер-накопитель большой емкости. В его функции входят хранение и оперативная доставка к станкам инструмента для обработки различных по конфигурации и размерам деталей, запланированных на данную рабочую смену.
Эксплуатация участка АУ-1 в условиях мелкосерийного производства позволила повысить производительность труда в 3-4 раза при уменьшении числа станков в 4 раза по сравнению с обычным производством. Соответственно производственные площади уменьшились в 2 раза.
В дальнейшем участок АУ-1 был перестроен с увеличением числа станков до тринадцати и с расширением его технологических возможностей.
На основании опыта эксплуатации участка АУ-1 были созданы три модификации гибких производств АСВ для обработки тел вращения: АСВ-20, АСВ-21 и АСВ-22. Наиболее совершенной из них является производство АСВ-22, которое построено из отдельных станочных и вспомогательных секций, т. е. на основе модульного принципа, хотя и без роботов (каждый оператор обслуживает два станка). Производство включает девять станочных секций на основе патронно-центровых токарных полуавтоматов мод. 1725МФ3 и три секции со станками мод. МА2235МФ4. Кроме станочных в систему входят следующие вспомогательные секции: оснастки и режущего инструмента; зажимных приспособлений; приемо-сдаточная (прием заготовок и готовых деталей с контролем размеров); приема стружки.
Построение АСВ-22 является смешанным, сочетающим принципы взаимодополняющих и взаимозаменяющих станков, что повышает технологическую надежность системы.
Принципы, положенные в основу создания системы АСВ-22, позволили повысить производительность оборудования в 1,4-1,7 раза по сравнению с индивидуальным использованием станков с ЧПУ.