
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Классификация гибких автоматизированных производств по данным ЭНИМСа.
По классификации ЭНИМСа все ГАП делятся на 4 типа:
1) АСВ - для деталей типа тел вращения;
2) АСК - для корпусных деталей;
3) АСП - для плоских и призматических деталей (рычаги, планки);
4) АСС - специализированные системы.
Соответственно размерам обрабатываемых деталей после буквенных обозначений записываются условные числа.
Например, АСВ-20 - производство для обработки деталей типа тел вращения диаметром 25 - 250 мм и длиной до 750 мм;
АСК-10 - для корпусов с длиной наибольшей стороны от 250 до 500 мм и т. д.
В последнее время, особенно при создании гибких производств для изготовления деталей типа тел вращения, наметилась тенденция компоновки производства из комплексов оборудования, или так называемых модулей1.
1 В последнее время для построения ГАП часто используют не технологические модули, а технологические ячейки. Такие ячейки отличаются тем, что в них один робот и одно транспортно-накопительное устройство обслуживают не один станок, а группу станков с ЧПУ.
Основной составной единицей такого производства модульного типа является не отдельный металлорежущий станок, а технологический модуль, представляющий собой комплекс взаимосвязанных машин:
а) металлорежущий станок;
б) промышленный робот;
в) местное транспортно-накопительное устройство для подачи заготовок и удаления деталей, а также для накопления их запаса у станка.
Технологический модуль, часто именуемый роботизированным комплексом, может определенное время работать без участия человека, как станок-автомат. Местные транспортные устройства изготовляются так, чтобы их легко можно было включить в общую транспортно-складирующую систему участка.
Рассмотрим работу представленного на рис. 6.4 технологического модуля конструкции ЭНИМСа. Заготовки в специальных контейнерах 4 (прямоугольные ящики с ячейками) подаются на правую ветвь кольцевого транспортера-накопителя 5, откуда, они периодически поступают на тележку 3 робота 2.
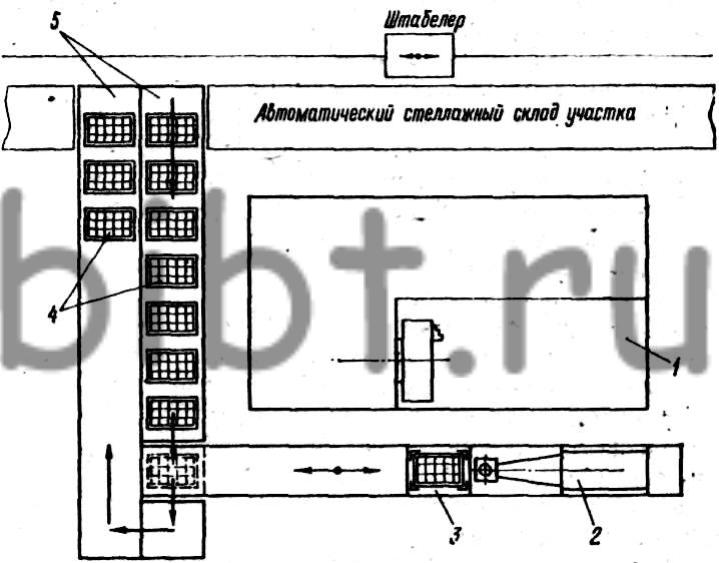
Рис. 6.4. Технологический модуль конструкции ЭНИМСа.
Робот берет из ячеек заготовки, устанавливает их на станок 1, снимает после обработки со станка и укладывает в те же ячейки контейнера. Когда заготовки всех ячеек обработаны, тележка робота с контейнером переходит в крайнее левое положение (показано пунктиром). Здесь стол освобождается от деталей и получает новый контейнер с заготовками. Контейнер с готовыми деталями передается на левую ветвь кольцевого транспортера-накопителя. Подача контейнеров с заготовками на кольцевой транспортер-накопитель и удаление с него контейнеров с готовыми деталями осуществляются краном-штабелером общей транспортно-складирующей системы ГАП. Такой технологический модуль может использоваться и как отдельный станок-автомат. В этом случае обслуживание кольцевого транспортера-накопителя осуществляется обычным краном или вилочным погрузчиком.
Технологические модули обычно применяются при изготовлении деталей типа тел вращения. Этому способствует геометрическое подобие заготовок таких деталей. В результате захваты роботов и приспособления на токарных станках способны охватить большую номенклатуру деталей и не требуют частой замены. Корпусные же заготовки существенно отличаются друг от друга по форме. Поэтому для их непосредственного захвата из накопителя (или из ячейки склада) и установки на станок требуется более частая замена захватных органов робота и станочных приспособлений. Это заметно снижает производительность труда. Для устранения указанного недостатка корпусные заготовки предварительно закрепляются на плитах-спутниках стандартных размеров.
Благодаря этому все заготовки имеют основания, одинаковые с плитами-спутниками, поэтому отпадает необходимость замены захватных устройств транспортно-загрузочных средств и станочных приспособлений. Однако для транспортирования, загрузки и разгрузки оборудования в этом случае применяются не роботы, а такие средства, как автоматические штабелеры, системы транспортирования на воздушной подушке и другие, обслуживающие большие группы станков. Таким образом, технологические модули при обработке корпусных заготовок используются значительно реже.
В отдельных случаях спутники (например, в виде кулачковых патронов стандартных размеров) применяются и при токарной обработке.. Это позволяет еще более унифицировать захватные органы роботов и станочные приспособления при изготовлении деталей типа тел вращения. Недостатком в данном случае являются высокие затраты на технологическую оснастку (патрон значительно дороже, чем плита-спутник).