
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Гибкое автоматизированное производство ROTA-FZ-200 (РОТА-200).
Созданное в ГДР гибкое производство РОТА-200 (рис. 6.6) предназначено для изготовления сырых и закаленных цилиндрических зубчатых колес диаметром 60-200 мм, длиной 12-100 мм при ширине зубьев 12-70 мм и деталей типа тел вращения без зубьев.
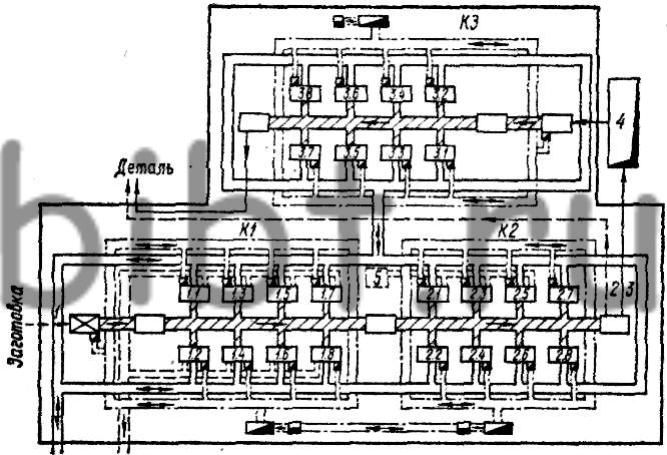
Рис. 6.6. Вариант ГАП ROTA-FZ-200 (РОТА-200):
К1 и К2 - комплексы обработки сырых изделий; К3 - комплекс обработки закаленных изделий; 1 - движение заготовок; 2 - выдача сырых изделий; 3 - подача заготовок на термообработку; 4 - отделение термообработки; 5 - приямок сборки стружки.
Производство рассчитано на ежегодное изготовление 200 тыс. цилиндрических зубчатых колес при среднем размере партии 30-40 деталей (среднесерийное и мелкосерийное производство). Оно предназначено для токарной обработки поверхностей вращения, шлифования отверстий и торцов, протягивания профиля отверстия, фрезерования шпоночных пазов, снятия заусенцев со всех контуров и профилей, фрезерования зубьев, шевингования сырых зубьев, термообработки, финишной обработки отверстий и шлифования зубьев.
В соответствии с конкретными условиями указанное гибкое производство может быть скомпоновано в различных вариантах - от самого простого автоматизированного комплекса из одного станка с ЧПУ до комплекса, управляемого от ЭВМ. Это объясняется тем, что в основу построения производства РОТА-200 положен технологический модуль (рис. 6.7), состоящий из следующих основных устройств: металлорежущего станка 1, перегружателя (робота) 3, тактового устройства 5 для периодического перемещения и подъема трехъярусных поворотных кассет 4 (максимально на 48 заготовок или деталей), дополнительного пульта управления 2.
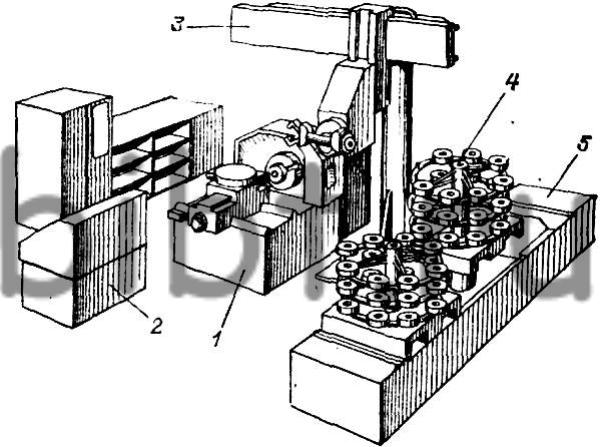
Рис. 6.7. Технологический модуль ГАП РОТА-200.
Тактовое устройство модуля, осуществляя периодический поворот и подъем кассет, а также их перемещение с позиции на позицию, позволяет перегружателю автоматически пропустить через станок весь запас заготовок в двух кассетах. После перехода к обработке заготовок второй кассеты первая кассета, содержащая уже готовые детали, заменяется на тактовом устройстве кассетой с новыми заготовками.
Технологический модуль может применяться или как самостоятельная производственная единица (станок-автомат), или как составная часть ГАП. В последнем случае предусматривается создание или комплекса из восьми технологических модулей, или гибкого производства из нескольких таких комплексов. Вариант производства РОТА-200, скомпонованный из трех комплексов, как раз и представлен на рис. 6.6.
Первый и второй комплексы (К1 и К2) производят обработку сырой детали черновым и чистовым обтачиванием, протягиванием, фрезерованием, зубофрезерованием методом обкатки, округлением кромок, снятием заусенцев, шевингованием. Третий комплекс (К3) предназначен для обработки закаленных деталей внутренним, наружным и торцевым шлифованием, а также зубошлифованием. Термообработка деталей производится в особом отделении, не входящем в состав производства РОТА-200.
На рис. 6.8 представлена схема компоновки одного комплекса, входящего в рассмотренный вариант производства РОТА-200. Общая длина такого комплекса с позицией загрузки кассет, а также с входными и выходными магазинами-накопителями для кассет составляет 31 м, ширина комплекса-14 м. Комплекс включает в себя только семь станков. Вместо восьмого станка использована моечная машина для очистки деталей после обработки от стружки и загрязнений. Промывка деталей производится непосредственно в кассетах.
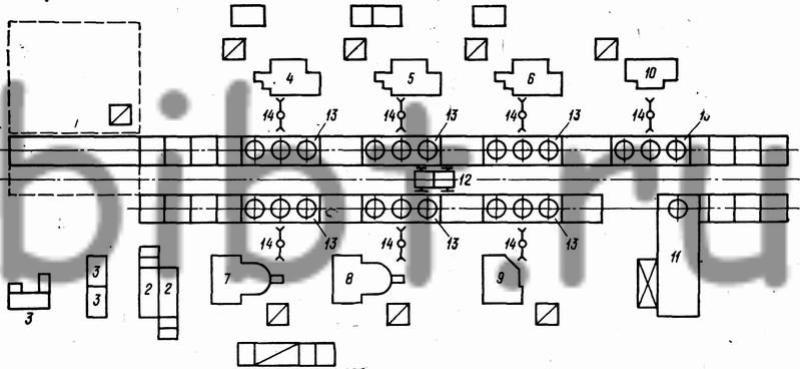
Рис. 6.8. Схема компоновки одного комплекса РОТА-200:
1 - место загрузки кассет; 2 - пульт управления подсистемой; 3 - ЭВМ; 4-6 - токарные станки; 7 и 8 - зуборезные станки; 9 - зубозакругляющий станок; 10 - хонинговальный станок: 11 - моечная машина; 12 - электроштабелер; 13 - тактовое устройство с подъемным механизмом; 14 - робот.
Каждый отдельный комплекс производства РОТА-200 имеет продольные магазины-накопители для хранения запаса кассет в количестве до 12 единиц, обслуживаемые автоматическим штабелером с управлением от ЭВМ. Продольные магазины-накопители расположены с обеих сторон комплекса вдоль каждой линии станков параллельно общему направлению транспортирования деталей. Устройство магазинов-накопителей позволяет использовать их в качестве входных накопителей (склад заготовок), промежуточных или конечных (склад деталей или частично обработанных заготовок). Магазины-накопители могут обслуживаться не только штабелерами, но и обычными транспортными средствами (например, вилочными погрузчиками).
Управление работой производства РОТА-200 осуществляется от вычислительной машины, однако каждый комплекс дополнительно имеет свой пульт управления, обеспечивающий бесперебойную автономную работу в случае выхода из строя или перегрузки ЭВМ. С пульта управления комплексом можно задавать такие же команды по управлению, как и с помощью универсальной вычислительной машины.