
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
6.3. ГАП (Гибкое автоматизированное производство) для обработки корпусных деталей. Автоматизированный участок станков с ЧПУ и производство АСК-10.
Автоматизированный участок станков с ЧПУ и производство АСК-10 для механической обработки корпусных деталей. В состав участка входят следующие станки (рис. 6.9) :
многооперационный станок мод. МА2612Ф2 (на базе горизонтально-расточного станка) с магазином на 100 инструментов;
станок мод. ГЦ-08 (типа горизонтального фрезерно-сверлильного станка) с магазином на 30 инструментов;
станок мод. 6305Ф4 (типа продольно-фрезерного одностоечного станка) с магазином на 24 инструмента;
вертикально-фрезерный станок мод. 6Р13РФ3 с револьверной головкой; вертикально-фрезерный консольный одношпиндельный станок мод. 6Р13ФЗ;
вертикально-фрезерный консольный одношпиндельный станок мод. 6Р11Ф3.
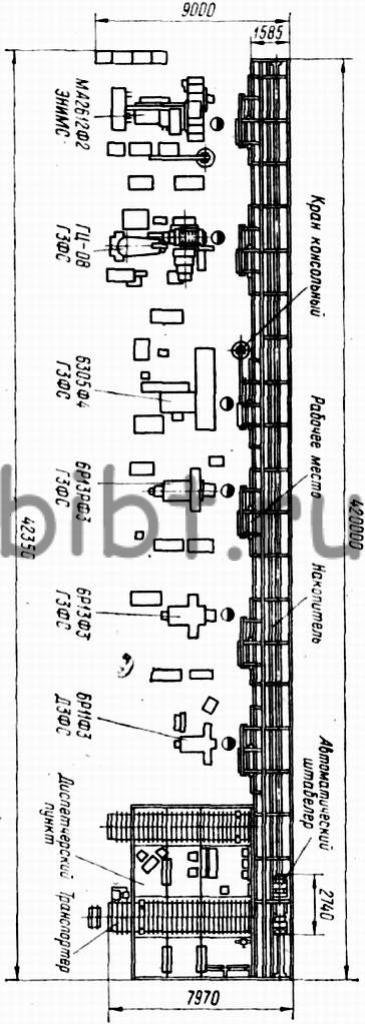
Рис. 6.9. Автоматизированный участок для обработки корпусных деталей.
Автоматизированная транспортно-складирующая система участка позволяет автоматизировать операции приема, хранения и межоперационного транспортирования обрабатываемых заготовок, технологической оснастки и инструмента, погрузочно-разгрузочные операции - на рабочем месте. Система состоит из транспортеров приема и выдачи, трехъярусного стеллажа-накопителя, рабочих мест с зонами загрузки и выгрузки и рабочими столами, а также центрального диспетчерского пункта с ЭВМ, пультом управления, световым табло и средствами связи с рабочими местами.
Существует четыре режима управления работой участка:
1) автоматический режим группового управления от ЭВМ;
2) автоматический режим управления транспортно-складирующей системой от ЭВМ с управлением каждого станка от индивидуальных устройств ЧПУ;
3) полуавтоматический режим управления, когда программа работы транспортно-складирующей системы вводится диспетчером от перфокарт в таком порядке, чтобы обеспечить бесперебойную работу участка;
4) режим ручного ввода программы работы штабелера при отсутствии ЭВМ на заводе.
Рассмотренный автоматический участок имеет следующие основные характеристики:
наибольшие размеры обрабатываемых деталей - 750x550X350 мм;
наибольшая масса деталей - 600 кг, применяемая тара (размеры контейнеров в плане)-400X600 и 600x800 мм, размеры ячеек накопителя (длина, глубина, высота) -950X630x550 мм, емкость накопителя-114 ячеек, размеры участка - 42X9 м.
С учетом опыта эксплуатации рассмотренного участка ЭНИМСом совместно с рядом других организаций создано новое автоматизированное производство АСК-10, предназначенное для обработки деталей размерами 500X500X500 мм. Если предыдущий участок был построен на основе принципа взаимодополняющих станков, то в АСК-10 использованы шесть взаимозаменяющих станков мод. МА6907ПМФ4 с магазинами на 36 инструментов. В станках с целью повышения точности обработки перед установкой следующего инструмента производится продувка шпинделя сжатым воздухом для удаления посторонних частиц. В состав АСК-10 дополнительно входит станок для обработки базовых плоскостей заготовок, а также координатно-разметочная машина мод. ВЕ-111А для контроля размеров заготовок и контрольно-измерительная машина с ЧПУ мод. ВЕ-140К для контроля размеров готовых деталей.
Для автоматизации транспортировки и складирования заготовок и деталей в АСК-10 использована автоматическая транспортно-складирующая система с двухъярусным двухрядным ячеистым складом, который обслуживается автоматическим краном-оператором. Детали проходят весь технологический цикл на плитах-спутниках (после обработки базовых плоскостей). Для обеспечения автономности работы каждого станка и его оптимальной загрузки система функционирует по принципу склад - станок - склад.
Организационное и техническое управление работой АСК-10 осуществляется от управляющего вычислительного комплекса на базе ЭВМ мод. М-6000. Этот комплекс обеспечивает: автоматическое оперативное управление работой станков, манипуляторов для подачи плит-спутников с деталями на столы станков и контрольно-измерительной машины; технологическую подготовку производства, включая разработку управляющих программ на ЭВМ и их редактирование на рабочем месте у станка; автоматическое оперативно-календарное планирование с обеспечением наилучшего коэффициента загрузки оборудования; учет хода производства.
Производство АСК-10 работает на вильнюсском станкостроительном заводе «Жальгирис».