
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Рациональные планировки рабочих мест операторов-многостаночников при обслуживании : двух станков АТПр2М12У, трех станков АТПр2М12У, четырех станков АТПр2М12У, двух станков мод. 16К30Ф3.
На основе обобщений этих схем для конкретных моделей станков разрабатываются более подробные рациональные планировки рабочих мест операторов-многостаночников. Варианты таких планировок представлены на рис. 7.3 и 7.4.
Для малых токарных станков с ЧПУ мод. АТПр2М12У в зависимости от длительности цикла обработки изготовляемых деталей предусматриваются рабочие места на два (рис. 7.3, а), три (рис. 7.3, б) или четыре (рис. 7.3, в) станка.
При этом для двух станков (см. рис. 7.3, а) использована схема параллельного расположения, а для трех и четырех - схема кольцевого расположения. Для токарных станков мод. 16К20Ф3, 16К30Ф3 и других аналогичных моделей используется обычно рабочее место на два станка с параллельной планировкой (рис. 7.3, г).
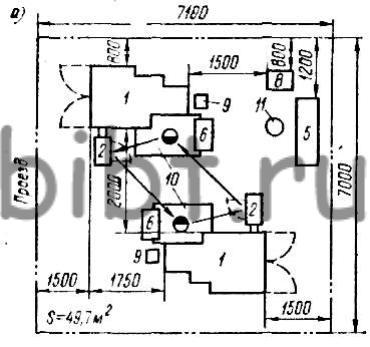
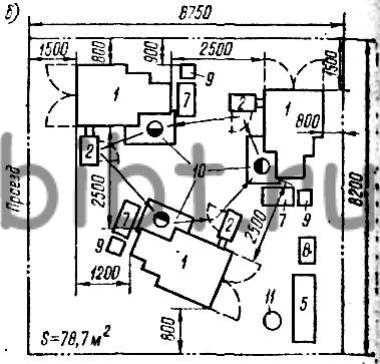
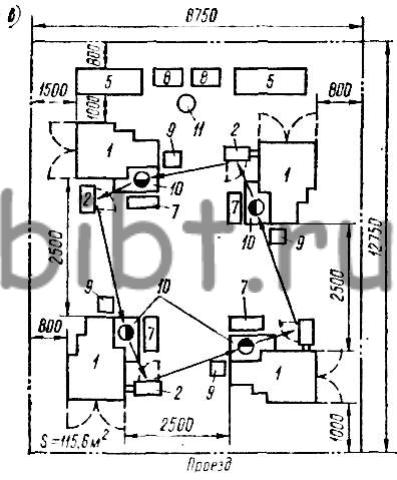
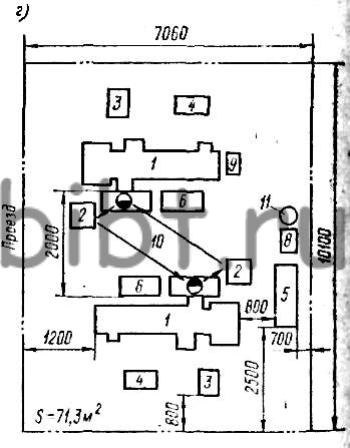
Рис. 7.3. Рациональные планировки рабочих мест операторов-многостаночников при обслуживании:
а - двух станков мод. АТПр2М12У;
б - трех станков мод. АТПр2М12У;
в - четырех станков мод. АТПр2М12У;
г - двух станков мод. 16К30Ф3;
1 - станок; 2 - устройство ЧПУ; 3 - электрошкаф; 4 - гидростанция; 5 - стеллаж; 5 - стеллаж-тележка; 7 -стеллаж-подставка; 8 - тумбочка; 9 - тара ящичная; 10 -решетка под ноги; 11 - стул подъемно-поворотный.
Представленные планировки отличаются тем, что они обеспечивают обозреваемость оператором всех подвижных частей станков из любой точки маршрута, а также удобную доставку на рабочее место заготовок, приспособлений, полуфабрикатов.