
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Проектирование операционных технологических процессов для станков с ЧПУ.
Технологической операцией при обработке резанием (ГОСТ 3.1109 — 73) называется процесс обработки заготовки на одном (данном) станке, на одном рабочем месте.
Часть операции, которая выполняется при одном и том же закреплении заготовки на станке, представляет собой установ. Если заготовка в процессе выполнения одной и той же операции дважды закрепляется в приспособлении (например, для обработки вала сначала с одной стороны, потом с другой), то такая операция состоит из двух установов.
Операции и установы делятся на технологические переходы. Технологический переход — это обработка одной какой-либо поверхности одним инструментом при одном и том же режиме резания.
При обработке на станках с ЧПУ часто используется также понятие элементарного перехода, означающее обработку отдельного участка (зоны) поверхности одним и тем же режущим инструментом при одном и том же режиме резания.
Если с одной и той же поверхности (или ее зоны) одним и тем же инструментом при одном и том же режиме резания снимается подряд два одинаковых по толщине слоя металла, то одна такая часть перехода называется рабочим ходом и в данном случае переход выполняется за два рабочих хода.
В задачу разработки операционного технологического процесса входит: выбор заготовки, станочных приспособлений, режущих и вспомогательных инструментов; определение числа установов; установление количества и последовательности выполнения переходов и рабочих ходов; расчет (или выбор по таблицам) режимов резания. Все эти решения должны приниматься обоснованно, с учетом достижения требуемого качества обработки, максимальной производительности, минимальной себестоимости.
Построение операций механической обработки заготовок на станках с ЧПУ производится в основном по тем же правилам, что и для аналогичных станков с ручным управлением. В то же время при этом необходимо учитывать специфику станков с ЧПУ. На токарных станках с ЧПУ количество инструментов в поворотной резцовой головке или в магазине инструментов ограниченно и, как правило, не превышает 6—12 штук. Если учесть, что автоматическая замена инструментов в процессе обработки ведет к увеличению потерь времени, то при обработке заготовок на станках с ЧПУ естественным является стремление одним и тем же инструментом обрабатывать как можно большее количество различных поверхностей. Так, на токарных станках с ЧПУ можно обработку фасок и канавок производить теми же резцами, которыми осуществляется точение цилиндрических поверхностей и торцов резца (рис. 1.13).
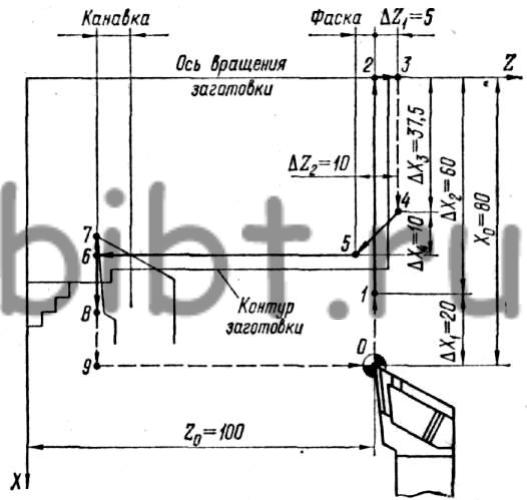
Рис. 1.13. Схема движения резца при токарной обработке характерных элементов детали (0, 1, 2, ..., 9 — опорные точки траектории).