
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Точение канавок на станках с ЧПУ. Схема токарной обработки наружной цилиндрической поверхности на станке с ЧПУ.
Запрограммировав определенную траекторию движения для обработки нескольких различных по ширине нормальных кольцевых канавок (проточек), можно использовать один канавочный резец, соответствующий ширине наименьшей канавки b1 (рис. 1.14).
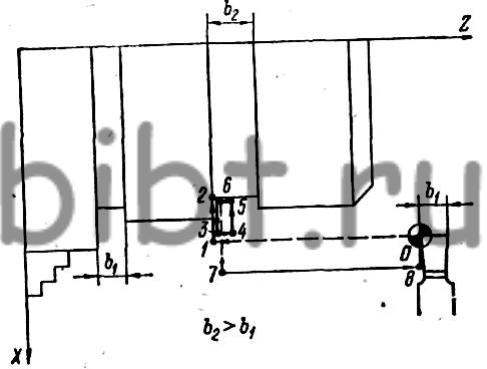
Рис. 1.14. Схема точения канавок (проточек) различной ширины канавочным резцом одного размера (0, 1, 2, ..., 8 — опорные точки траектории).
При этом более широкая канавка (b2) обрабатывается этим же резцом за несколько элементарных переходов в соответствии с запрограммированной траекторией движения резца. Рассмотренные приемы приводят к сокращению номенклатуры режущих инструментов и к снижению потерь времени на их автоматическую смену при обработке.
На токарных станках с ЧПУ имеется также возможность изменять по программе режимы резания (частоту вращения шпинделя, подачу) в процессе обработки одной и той же поверхности. Это в ряде случаев позволяет повысить производительность и точность обработки. Так, при точении торца (участок 1—2 на рис. 1.13) по мере приближения вершины резца к оси шпинделя можно программировать увеличение частоты вращения заготовки и подачи.
В результате при сохранении примерно постоянного значения скорости резания и подачи, а следовательно, и качества обработки поверхности время обработки торца снижается. Во избежание выкрашивания режущей кромки в момент переключения частоты вращения шпинделя рекомендуется программировать кратковременные отводы резца от обрабатываемой поверхности.
Изменение режимов резания позволяет повысить производительность и точность обработки и при точении цилиндрических поверхностей. Если, например, при точении консольно закрепленной заготовки режиму обработки соответствуют большие силы резания, то при прямолинейном движении резца в процессе точения (траектория 1—2, рис. 1.15) поверхность после обработки окажется криволинейной с большим диаметром Dmax у конца заготовки. Это объясняется тем, что при постоянных режимах, а следовательно, и усилиях резания заготовка на конце прогибается больше, чем у кулачков патрона. Поэтому точные поверхности на станках с ручным управлением обрабатываются за 2—3 перехода: сначала с большой глубиной резания и подачей, а затем с малыми глубинами резания и подачами, при которых изгибающие усилия, а значит, и деформации заготовки незначительны.
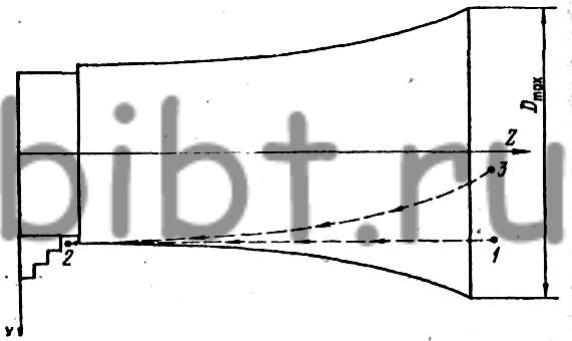
Рис. 1.15. Схема токарной обработки наружной цилиндрической поверхности.
На станке с ЧПУ такую поверхность можно обработать за 1—2 перехода, изменяя подачу резца по длине обработки, т. е. увеличивая ее по мере приближения к кулачкам патрона относительно начальной, небольшой по величине. Если изменение подачи по длине обработки недопустимо из-за разной шероховатости на отдельных участках одной и той же поверхности или мала производительность, то применяют еще один прием, также свойственный только станкам с ЧПУ: на максимально допустимой (с точки зрения возможностей инструмента и станка) подаче программируют движение резца не по прямой, а по криволинейной траектории (траектория 3—2 на рис. 1.15). Форма криволинейной траектории резца рассчитывается так, чтобы полностью компенсировать влияние изгиба заготовки на точность обработки под воздействием сил резания. Этот прием называют предыскажением (предварительное искажение) траектории движения инструмента с целью компенсации различных погрешностей.