
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Заполнение расчетно-технологической карты и разработка карты наладки станка.
Данные, полученные в процессе проектирования операционного технологического процесса, разработки схем движения инструментов и расчета координат опорных точек, позволяют заполнить расчетно-технологическую карту (РТК), необходимую для кодирования информации, и разработать карту наладки станка для обработки данной заготовки.
ГОСТ 3.1418—74 предусматривает две формы РТК:
а) форма 1 и 1а—для станков с числом координат до шести (для всех групп станков, кроме токарных);
б) форма 2 и 2а — для станков с числом координат до четырех; формы используются преимущественно для токарных станков. Кроме граф для записи порядкового номера и координат опорных точек (или приращений координат) РТК содержит графы со следующими данными: подача, частота вращения шпинделя; направление вращений шпинделя; номер корректора на пульте УЧПУ; технологические команды. Информация РТК кодируется и наносится на программоноситель.
Для осуществления обработки заготовки на станке с ЧПУ кроме управляющей программы в виде перфоленты требуется определенная наладка станка, осуществляемая в соответствии со специальной картой наладки. Такая карта разрабатывается совместно с программой и предназначается для оператора или для специального наладчика (в зависимости от принятого в конкретных условиях порядка обслуживания станков с ЧПУ). Карта наладки для любого станка с ЧПУ должна содержать следующие основные сведения: модель станка; модель системы ЧПУ; номер управляющей программы; шифр и основные характеристики станочного приспособления; шифры и основные характеристики применяемых инструментов с указанием номеров блоков или позиций револьверной головки и данных для предварительной настройки инструментов на размер вне станка; последовательность работы инструментов при выполнении цикла обработки; координаты точек начала обработки или координаты исходных положений рабочих органов.
В качестве примера в табл. 1.1 приведена карта наладки токарного станка мод. АТПР2М12У с автоматической сменой инструментальных блоков из магазина и нестандартным расположением осей координат.
Таблица 1.1 Карта наладки Увеличить
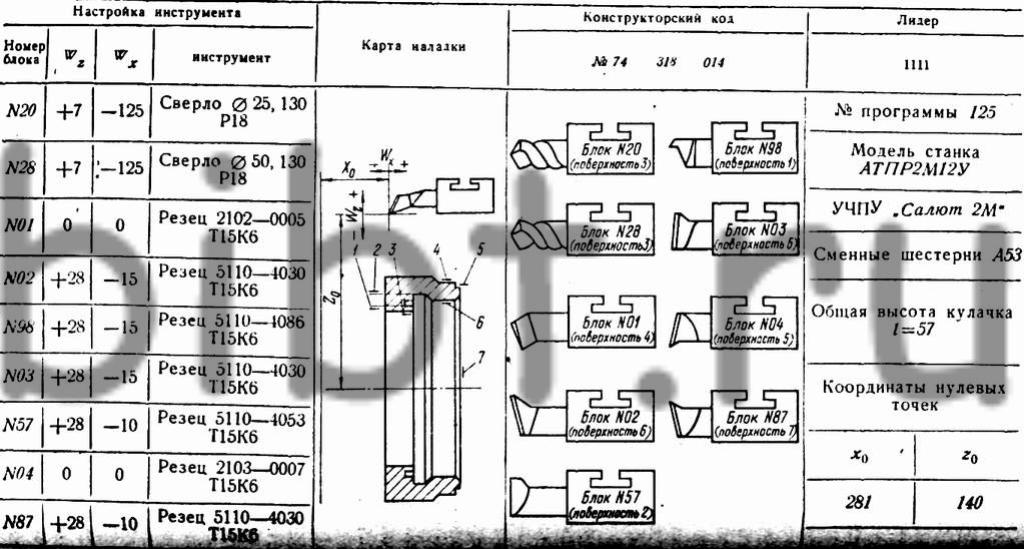
Каждый из блоков имеет условный номер и настраивается для обработки той или иной поверхности (номер поверхности указан на блоке в скобках). Так, например, резцом, закрепленным в блоке № 01, ведется обточка поверхности 4 детали, резцом блока № 57 — расточка канавки 2, резцом блока № 87 — подрезка поверхности 7 и т. д. В таблице наладки приведены данные Wz и Wx, зависящие от конкретного вылета инструмента, которые устанавливаются на корректоре для данного инструмента, чтобы выставить расчетную точку инструмента (вершину резца) в исходную точку, заданную Координатами х0 и z0. Карта в целом разработана как типовая на группу сходных по конфигурации и близких по размерам деталей. Для каждой конкретной детали в карту заносятся свои числовые значения данных.
В отдельных случаях при обработке заготовки ограниченным набором инструментов (расточные, фрезерные станки) карта наладки в виде отдельного документа не составляется, а данные для наладки станка приводятся по установленной форме на распечатке текста управляющей программы, выдаваемой оператору.