
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Автоматизация программирования. Система автоматизированного программирования (САП).
Автоматизация программирования. Система автоматизированного программирования (САП)—это комплекс вычислительных программ и технических средств, позволяющих при наличии исходных данных, получаемых с чертежа детали, осуществлять выпуск управляющих программ с помощью ЭВМ.
Развитие САП пошло по пути создания систем программирования, позволяющих возложить на ЭВМ не только геометрические расчеты, но и отдельные этапы технологического проектирования: построение рациональных траекторий движения инструментов, определение рациональных режимов резания, выбор инструмента из имеющегося набора, определение последовательности операций и т. д. Это приводит к постепенному перерастанию САП в системы автоматизированного проектирования технологических процессов (САПР ТП). Каждая из современных САП, как правило, предназначена для станков определенной группы: токарных, фрезерных, расточных и сверлильных. Например, система ЕХАРТ (ФРГ) фактически складывается из трех систем: ЕХАРТ-1—для сверлильных и расточных станков, ЕХАРТ-2 —для токарных и ЕХАРТ-3 —для фрезерных. В СССР для токарных станков разработана развитая система СПС-ТАУ, для фрезерных станков созданы системы САП-2, САПС-М22/32, САП-3, САП-3М, СОАП-2, САП-5 и др.
Все системы САП делятся на:
а) универсальные, позволяющие программировать обработку широкого класса деталей, ограниченных сравнительно простыми, наиболее распространенными поверхностями (плоскость, сфера, цилиндр, конус и др.);
б) специальные, ориентированные на программирование обработки наиболее сложных поверхностей определенного типа.
К универсальным относятся, например, системы APT, ЕХАРТ, САП-2, САПС-М22/32, САП-3, СПС-ТАУ, САПЕС, ТЕХТРАН.
В качестве примера специальной САП можно привести автоматизированную систему программирования Фрезерной обработки турбинных лопаток (АСПОЛ), Разработанную на заводе-втузе при ПО турбостроения «Ленинградский Металлический завод» и используемую как в указанном объединении, так и в объединении «Ленинградский завод турбинных лопаток».
Специальные системы имеют дополнительные программы для предварительного математического построения всей поверхности, которая в подобных случаях обычно задается на чертеже неполно (координатами отдельных точек поверхности, контурами плоских или цилиндрических сечений). Каждая система САП и САПР ТП разрабатывается для какой-либо конкретной ЭВМ, что в ряде случаев препятствует их широкому распространению.
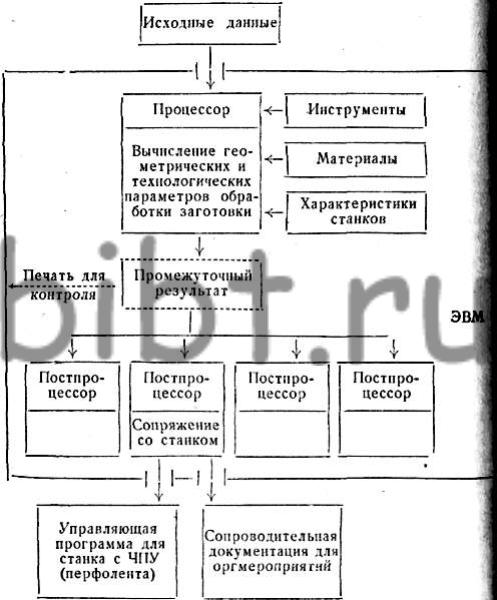
Схема 1.1. Структура системы автоматизированного программирования
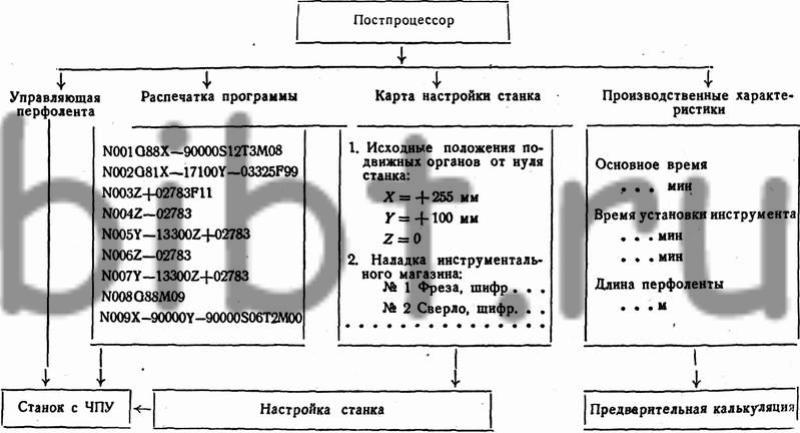
Схема 1.2. Функции постпроцессора
На схеме 1.1 представлены структура современной САП и процесс переработки исходных данные в управляющую программу.
Подготовка исходных данных состоит в том, что технолог-программист с помощью специального технологического языка записывает основную информацию для программирования: геометрические характеристики детали с чертежа, название станка, на котором должна обрабатываться заготовка, марку материала детали и общие технологические указания, например применяемый инструмент. Все характеристики указанных программистом инструмента, станка, материала имеются в запоминающем устройстве ЭВМ и не требуют расшифровки для выполнения расчетов.
Управление работой ЭВМ в процессе подготовки всей необходимой информации для управляющей программы осуществляется специальной программой, которая называется процессором. Результат расчетов, получаемый на выходе процессора, содержит в общем виде всю информацию о работе станка. Этот результат для контроля выводится на печать. Для переработки этого промежуточного результата в кадры управляющей программы используют постпроцессоры, также представляющие собой специальные вычислительные программы. Каждый постпроцессор может формировать перфоленту только для данного станка с ЧПУ. Поэтому САП всегда содержит несколько постпроцессоров.
Постпроцессор кроме перфоленты (схема 1.2) готовит распечатку этой перфоленты для контроля, карту настройки станка с указанием используемых инструментов и корректоров на пульте УЧПУ, производственные характеристики, необходимые для оценки качества и эффективности технологического процесса.