
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Ввод коррекции положения режущего инструмента станка 16К20Ф3С5.
Коррекция положения режущего инструмента позволяет компенсировать погрешности, возникающие в процессе обработки заготовки на станке, а также отклонения в установке инструмента между позицией теоретической, принятой программистом, и действительной. При отладке программы пробная обработка детали на станке производится в покадровом режиме. После изготовления пробную деталь измеряют. Величины отклонений размеров от заданных определяют путем непосредственного измерения с помощью универсальных измерительных инструментов (штангенциркуля, нутромера, микрометра и т. п.).
Чтобы определить, какое число импульсов надо направить в УЧПУ, требуется, величину поправки разделить на значение дискретности: по оси Z — на 0,01 мм и по оси X—на 0,005 мм. Например, отклонение по длине составило —0,20 мм, а по диаметру +0,32 мм. Число импульсов n коррекции для линейного размера будет nл = 0,20 : 0,01 = 20 и для диаметрального размера nд = 0,32 : 2 : 0,005 = 32.
Полученное отклонение по диаметру делят пополам. Поправка вносится в координаты по оси X. Полученные числа со знаком « + » для линейного размера и знаком «—» для диаметрального набираются на группе декадных переключателей пульта коррекции (рис. 2.7) с учетом направления по X или по Z и номера корректора.
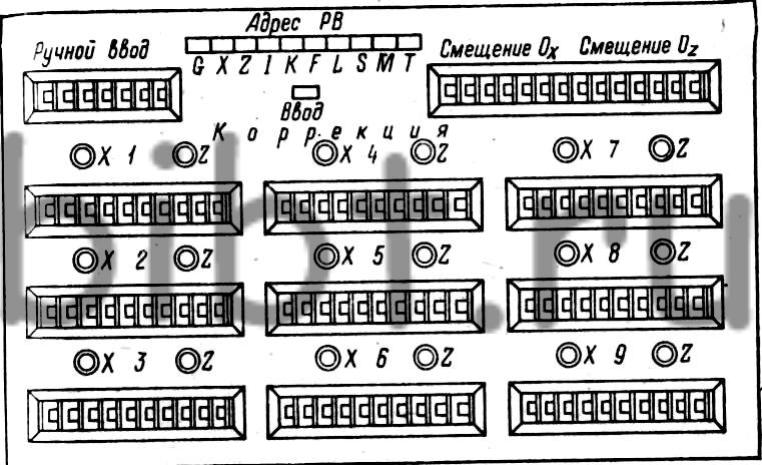
Рис. 2.7. Пульт коррекции устройства Н22-1М.
Все переключатели на пульте разбиты на две группы (по X и Z) по девять номеров в каждой группе. Величина коррекции может изменяться в широких пределах: от —9999 до +9999. В устройстве возможен ввод коррекции по одной из осей или одновременно по двум осям (парная коррекция). Для введения коррекции программа обработки должна содержать команду, выражаемую адресом L. В младшем разряде L указывается номер корректора (1—9), а в старшем — тип коррекции, который кодируется цифрами 1, 2 или 3 (цифра 1 соответствует одиночной коррекции по оси Х; 2— одиночной коррекции по оси Z; 3 — парной коррекции по осям X и Z). Например, если в программе записаны команды L13, L29, L37, то они означают следующее: L13 — коррекция по оси X, номер корректора — 3; L29 — коррекция по оси Z, номер корректора — 9; L37 — парная коррекция, номер корректора — 7.
Величины, набранные на переключателях того или иного корректора, алгебраически складываются с величинами приращений или конечных значений координат, указанных в кадре с командой на коррекцию.
Необходимым условием для введения коррекции является режим линейной интерполяции, который в УЧПУ типа Н22-1М указывается функциями G01, G10, G11.
Вспомогательной командой для отмены коррекции является подготовительная функция G40. При наличии в кадре функции G40 и адреса L, соответствующего набранной коррекции, последняя вводится с противоположными, чем на пульте, знаками при работе в приращениях или блокируется при работе в абсолютной системе.
Порядок ввода коррекции следующий:
1. Переключатель режимов на пульте оператора устанавливается в положение «Ручной ввод».
2. На переключателях «Адрес» пульта коррекции нажимается требуемая клавиша X или Z, в зависимости от того, по какой оси вводится коррекция.
3. На соответствующей группе декадных переключателей набираются требуемые величины коррекций с нужными знаками.
4. Нажимаются клавиши «Ввод» на пульте коррекции и «Пуск» на пульте оператора.
Расположенные у группы декадных переключателей сигнальные лампочки загораются при включении корректора в работу.