
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
2.3. Режущий инструмент и приспособления. Режущий инструмент для токарных станков с ЧПУ
Режущий инструмент. На токарных станках с ЧПУ применяются различные виды режущего инструмента. Условно их можно разделить на две группы: инструменты для наружной обработки и инструменты для внутренней обработки.
К первой группе относятся проходные, контурные, резьбовые, канавочные и другие резцы.
Ко второй группе можно отнести расточные резцы, а также сверла, зенкеры, развертки.

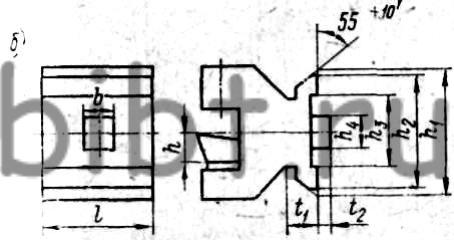
Рис. 2.8. Резцовые блоки: а - с цилиндрическим хвостовиком; б - с базирующей призмой.
В суппорте станка режущий инструмент закрепляется с помощью вспомогательного инструмента: резцовых блоков и оправок.
Резцовые блоки (рис. 2.8) применяют для нормализованного режущего инструмента, который используют на универсальных станках с ручным управлением. Настройка инструмента на размер производится путем изменения его положения в блоке.
В оправках обычно устанавливаются настроенные на размер малогабаритные резцовые вставки (рис. 2.9), подобные тем, которые используются на автоматических линиях.
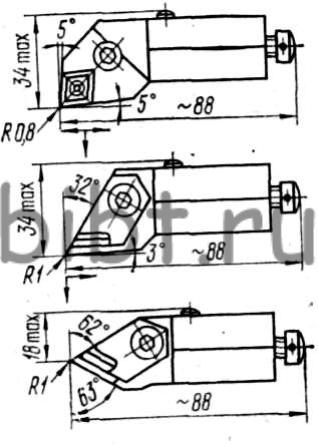
Рис. 2.9. Резцовые вставки.
Крепление инструмента в револьверной головке производится или непосредственно (рис. 2.10, а), или с помощью различных переходных элементов:
инструментального блока с цилиндрическим хвостовиком и рифлениями на лыске (см. рис. 2.8, а);
инструментального блока с направляющими типа «ласточкин хвост» (см. рис. 2.8, б).
В станках с инструментальным магазином для крепления режущего инструмента применяются инструментальные блоки с двумя V-образными пазами для базирования на станке (рис. 2.10, б).
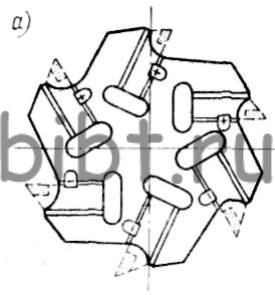
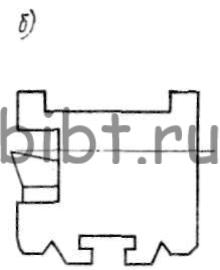
Рис. 2.10. Крепление инструмента:
а — непосредственно; б — в инструментальных блоках с двумя V-образными пазами в магазине.
Для закрепления блока используется Т-образный паз. Положение блока в продольном направлении определяется упором. Сведения о номенклатуре и основных размерах унифицированного вспомогательного и специального режущего инструмента приведены в руководящем техническом материале РТМ2 П10-2-79 «Система вспомогательного инструмента для станков с ЧПУ». Разработанная система инструмента создает благоприятные предпосылки для централизованного выпуска инструментальной оснастки, улучшения обеспечения инструментом как отдельных станков с ЧПУ, так и станочных комплексов.