
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Приспособления для токарных станков с ЧПУ. Усовершенствованный вращающийся центр. Поводковый центр.
На токарных станках с ЧПУ обычно применяются универсальные приспособления. Они просты по конструкции, имеют ручные зажимные элементы, но отличаются высокой точностью изготовления. При обработке на станках токарной группы заготовки устанавливают в центрах, в самоцентрирующие патроны пли на плайшайбы. Поводковый центр, используемый при чистовом обтачивании деталей типа валов, показан на рис. 2.15.
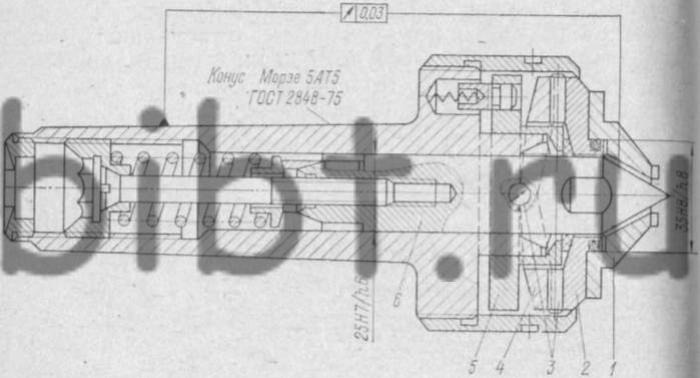
Рис. 2.15. Поводковый центр.
Подпружиненный плавающий центр 6 обеспечивает центрирование левого торца детали. Комплект поводков (наружный диаметр зубчатой поверхности поводка 13—110 мм), изготовленных из стали ХВГ (HRC 55—60), позволяет обрабатывать валы диаметром 15— 120 мм.
Отклонение от перпендикулярности торцов обрабатываемых деталей не влияет на точность обработки, так как поводок 1, качаясь в двух плоскостях, самоустанавливается по торцу обрабатываемой заготовки. Качание поводка осуществляется на двух парах роликов 3, расположенных в двух взаимно перпендикулярных плоскостях в пазах стакана 5, люльки 4 и водила 2, путем перемещения по поверхности стакана. Для нормальной работы поводкового центра необходим постоянный прижим торца обрабатываемой детали к зубчатой поверхности поводка. Это обеспечивается вращающимся центром задней бабки станка, оснащенной пневмозажимной пинолью.
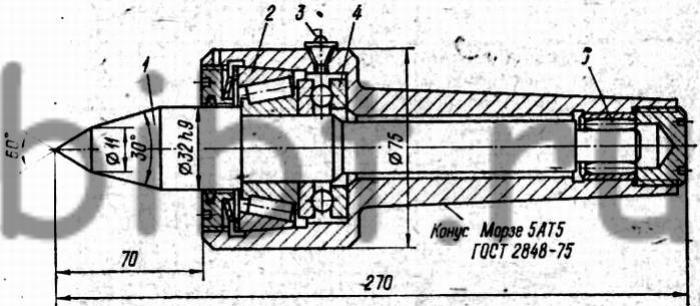
Рис. 2.16. Усовершенствованный вращающийся центр.
Усовершенствованный вращающийся центр (рис. 2.16) способен выдерживать значительные радиальные и осевые нагрузки, воздействующие на него при продолжительной токарной обработке деталей при частоте вращения 1000—2000 об/мин. Он имеет конический роликовый 2, шариковый упорный 4 и игольчатый 5 подшипники. В корпус вращающегося центра для периодического заполнения внутренней полости маслом ввернута масленка 3. Передняя часть вставки 1 выполнена удлиненной с двумя конусами: конус с углом 60° — под центровое отверстие и конус с углом 30° — промежуточный. Такая конструкция вставки обеспечивает подвод режущего инструмента как можно ближе к центру и позволяет обтачивать детали с минимальным диаметром 6 мм (вращающиеся центры, ранее применявшиеся на токарных станках, позволяли обрабатывать детали с минимальным диаметром 15 мм).