
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Ввод коррекции положения режущего инструмента станка модели 6Р13ФЗ.
В пультах числового программного управления современных фрезерных станков предусматривается возможность ввода коррекций по осям X, Y, Z для компенсации изменений соответствующих параметров (диаметра, длины) инструмента при переточке, а также компенсации упругих деформаций и износа.
Коррекция назначается в программе либо на все переходы, выполняемые одним инструментом, либо на отдельные обрабатываемые поверхности. Количество корректирующих переключателей на пульте УЧПУ довольно часто меньше числа инструментов наладки и обрабатываемых поверхностей. Поэтому в первую очередь корректирующие переключатели выделяют для инструментов, обрабатывающих точно заданные поверхности. Корректирующие переключатели необходимы также на следующий инструмент для обработки плоскостей и уступов: фрезы торцевые черновые, если инструмент не настраивается по длине; фрезы торцевые для получистовых, чистовых и отделочных работ; фрезы концевые для получистовых и чистовых работ.
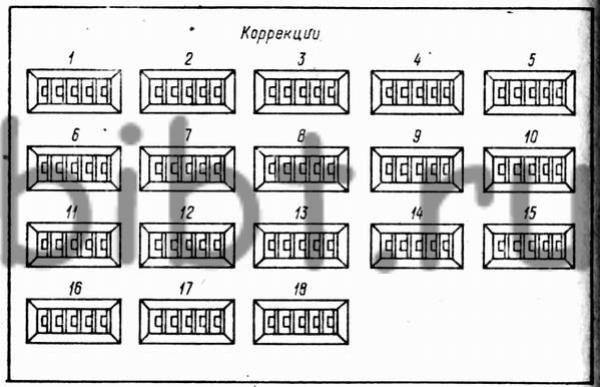
Рис. 3.7. Пульт коррекции устройства ЧПУ Н33-1М.
Эти переключатели назначаются на инструмент для обработки пазов, карманов, криволинейных поверхностей и т. д.: фрезы концевые (при обработке пазов) немерные, фрезы угловые, фасонные, цилиндрические. Не назначаются они на мерный осевой инструмент, на концевые фрезы для черновой обработки отверстий и окон, а также на все инструменты для обработки поверхностей, допуск на положение или размеры которых грубее, чем по 9-му квалитету.
Необходимая величина коррекции набирается на переключателях корректоров, расположенных на пульте устройства ЧПУ (рис. 3.7). Всего на станке 6Р13Ф3 в устройстве ЧПУ Н33-1М имеется 18 корректоров (с номерами от 1 до 18), каждый из которых может быть использован для коррекции перемещений по любой оси. Максимальная величина коррекции ±99,99 мм.
Для задания коррекции траектории перемещения инструмента при программировании используется адрес L, который всегда располагается перед концом кадра. После адреса в программе записываются три цифры. Первая означает код вида коррекции, две последующие - номер корректора.
В УЧПУ типа Н33-1М приняты следующие обозначения вида коррекции: при линейной интерполяции: 1 - коррекция по оси Х;2 - коррекция по оси Y; 3 - коррекция по осям X и Y; 4- коррекция по оси Z; 5 - коррекция по осям X и Z; 6 - коррекция по осям У и Z; 7- коррекция по осям X, Y и Z. При круговой интерполяции первая кодовая цифра может быть: 0 или 8; 1 или 2. В программе отмена коррекции производится функцией G40, задаваемой в одном кадре с адресом коррекции L, которую необходимо отменить. При этом происходит считывание данных корректора с обратным знаком. Следует помнить, что при задании коррекции L без применения вспомогательных функций G41 или G51 происходит алгебраическое сложение числа программы с числом корректора с учетом знака набранного на корректоре числа.
Рассмотрим пример задания линейной коррекции (по оси Y) на величину +0,5 мм (рис. 3.8, а).
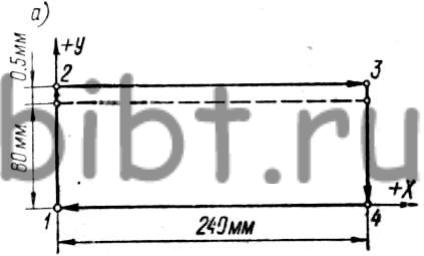
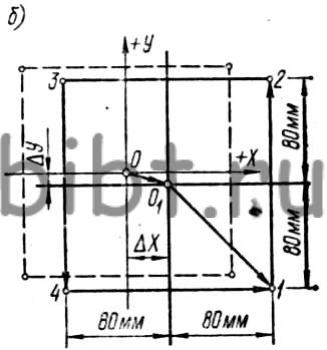
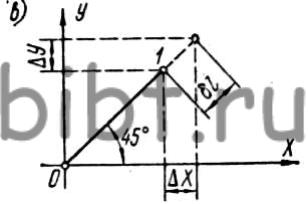
Рис. 3.8. Примеры задания линейной коррекции: а - по одной оси; б, в - по двум осям.
Величина коррекции может быть набрана на любом корректоре, например на третьем. На нем и устанавливают величину +0050.
Запись программы будет иметь вид (номера кадров программы записаны условно):
N010......................
N 011 Y + 008000 F 0640 L 203 LF
N 012 Х +024000 LF
N 013 G 40 Y - 008000 L 203 LF
N 014 X -024000 LF
N015 ......................
При считывании кадра N013 произойдет смещение центра инструмента из точки 3 (в заданную программой точку 4) на величину Y, равную -008000, и на величину -0050 (данные корректора с обратным знаком), т. е. суммарно по оси Y на -008050.
Рассмотрим пример задания линейной коррекции по двум осям. Такая коррекция по осям X и У может быть использована в качестве смещения нуля отсчета. Для этого рекомендуется закрепить постоянно по оси X корректор № 17 и по оси Y корректор № 18 и программировать их с нулевым перемещением по осям в начале и в конце программы (с отменой). Рассмотрим траекторию движения центра режущего инструмента (рис. 3.8, б) из точки 0 в точку 01 и далее последовательно в точки 1, 2, 3, 4, 1, 01 и 0.
Запись программы будет иметь вид:
N001G01F0640LF
N002 Х +000000 L117 LF
N003Y +000000 L218 LF
N 004 X + 008000 Y - 008000 LF
N005Y + 016000LF
N 006 Х-016000 LF
N007Y-016000LF
N008X + 016000LF
N 009 X - 008000 Y + 008000 LF
N010G 40 X + 000000 L 117 LF
N 011 G 40 Y + 000000 L 218 LF
N012 М 02
Для осуществления указанной коррекции на переключателе корректора № 17 должна быть набрана величина и знак « + » смещения ΔХ, а на переключателе корректора № 18 - величина и знак «-» смещения ΔY.
Совместная линейная коррекция по двум осям, которая задается кодовыми цифрами 3, 5 или 6, возможна в случае, если траектория движения центра инструмента находится под углом 45° к соответствующим осям, т. е. когда при движении инструмента приращения в движении по осям одинаковые. Так, например, увеличение перемещения центра инструмента на величину δl (рис. 3.8, в) произойдет, если на корректоре № 4 будет набрано значение +Δ, определяющее одновременно и ΔХ и ΔY, а в программе будет записано L304.
Коррекция геометрической информации при круговой интерполяции (коррекция дуги) осуществляется в УЧПУ типа Н33-1М обычно с помощью блока «Эквидистанта». Такая коррекция вводится в пределах ±2,55 мм для компенсации изменения радиуса фрезы при переточках; это приводит к изменению траектории движения центра инструмента относительно запрограммированной эквидистанты с целью получения при обработке заданного контура обрабатываемой детали. При коррекции с помощью блока «Эквидистанта» рассматриваются подход к внешнему контуру и подход к внутреннему контуру. В первом случае величина перемещения при увеличении радиуса фрезы также увеличивается. Вид коррекции при этом кодируется «0» (первая цифра за адресом L). Вид коррекции при подходе к внутреннему контуру (величина перемещения при увеличении радиуса фрезы уменьшается) кодируется цифрой 8.
В УЧПУ типа Н33-1М возможна также коррекция дуг окружностей, начальная и конечная точки которых лежат на осях координат, без включения блока «Эквидистанта». В этом случае кодовые цифры вида коррекции: 1 - если начальная точка дуги лежит на горизонтальной оси, 2 - если она расположена на вертикальной оси.
Без использования блока «Эквидистанта» возможна также коррекция изменения радиуса фрезы в тех программах, которые задают движение инструмента по прямым, параллельным осям координат и дугам окружностей, начальная и конечная точки которых лежат на осях координат (т. е. прямоугольных контуров).