
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
3.3. Режущий инструмент и приспособления. Режущий инструмент для обработки заготовок на фрезерных станках с ЧПУ.
Режущий инструмент. При обработке заготовок на фрезерных станках с ЧПУ используются те же режущие инструменты, что и при обработке на станках с ручным управлением. Предпочтение следует отдавать стандартному режущему инструменту, однако в некоторых случаях на станках с ЧПУ применяют специальный инструмент, который в конкретных условиях обработки позволяет выполнить технические требования или повысить производительность обработки.
К фрезам, используемым на станках с ЧПУ, предъявляются повышенные требования, так как им приходится работать с переменными нагрузками и с увеличенными режимами резания. Это объясняется тем, что на станке с ЧПУ одним и тем же инструментом обрабатываются различные поверхности с разными припусками и размерами.
Стандартные фрезы подразделяются на цилиндрические насадные, торцевые, концевые, дисковые, шпоночные, угловые, фасонные и т. д. Цилиндрические насадные фрезы изготовляют из быстрорежущей стали с мелким и крупным зубом (ГОСТ 3752-71), с винтовыми твердосплавными пластинами (ГОСТ 8721-69). Эти фрезы предназначаются для всех видов фрезерования открытых поверхностей деталей из чугуна, стали и цветных металлов.
Торцевые фрезы можно разделить на быстрорежущие и твердосплавные. Быстрорежущие фрезы изготовляются по ГОСТ 9304-69 с мелким и крупным зубом, а также по ГОСТ 1092-80 со вставными ножами и предназначаются для чернового и чистового фрезерования уступов, плоскостей и пазов в деталях из различных сталей, алюминиевых сплавов, легких и цветных металлов.
Торцевые фрезы со вставными ножами из твердого сплава и с неперетачиваемыми многогранными пластинами используются для высокопроизводительного скоростного фрезерования открытых поверхностей из различных сталей и чугуна. Наибольшее применение в таких фрезах получили круглые, четырехгранные, пятигранные и шестигранные твердосплавные пластины. Диаметр торцевой фрезы определяют в зависимости от ширины обрабатываемой плоскости, исходя при этом из следующих условий: число ходов фрезы, определяемое шириной плоскости, должно быть минимальным; ширина фрезерования В не должна превышать при черновой обработке 75-80% диаметра D фрезы; диаметр фрезы не должен превышать ширину обрабатываемой плоскости более чем в три раза; диаметр торцевой фрезы для чистовой обработки должен превышать ширину обрабатываемой поверхности не менее чем на 10%; торцевая фреза меньшего диаметра предпочтительнее торцевой фрезы большего диаметра (при прочих равных условиях).
Концевые фрезы, используемые на станках с ЧПУ, по материалу режущей части делятся на быстрорежущие (ГОСТ 17025-71, 17026-71, 15086-69, 4675-71) и твердосплавные (ГОСТ 18372-73) и предназначаются для всех видов фрезерования пазов и уступов в деталях из различных материалов.
Фрезерование сложных контуров, отверстий и пазов большой ширины (более 50 мм) рекомендуется выполнять концевыми фрезами, оснащенными твердосплавными пластинами.
Быстрорежущие концевые фрезы имеют диаметр от 5 до 50 мм, твердосплавные - от 20 до 50 мм (с винтовыми пластинами твердого сплава).
Для обработки сложных криволинейных поверхностей, таких, например, как рабочие профили турбинных лопаток, штампы и матрицы, используются концевые радиусные фрезы. В зависимости от конфигурации обрабатываемых поверхностей и условий обработки к этим фрезам предъявляют особые требования, которые необходимо учитывать при выборе режущего инструмента для конкретной операции. Так, для улучшения выхода стружки при обработке глубоких глухих колодцев необходимо увеличивать угол наклона спирали. В целях уменьшения вибрации при обработке зубья фрезы располагают несимметрично. Для обеспечения возможности работы фрезы в осевом направлении в режиме сверления в нулевой точке на торце фрезы оставляют небольшую перемычку. Обработку галтельных переходов незначительного радиуса ведут коническими радиусными фрезами; угол наклона конуса определяется конструктивными параметрами обрабатываемых поверхностей и условием обеспечения необходимой жесткости; такие фрезы чаще всего изготавливаются из быстрорежущей, стали.
Дисковые фрезы предназначаются для обработки пазов заданных размеров, а также уступов в деталях, изготовленных из различных материалов. По материалу режущей части они делятся на быстрорежущие (ГОСТ 9474-73, 3964-69) и твердосплавные (ГОСТ 5348-69). Твердосплавные фрезы могут быть цельными и с пластинами или ножами.
Трехсторонние фрезы для обработки пазов и канавок имеют диаметр до 160 мм и ширину от 5 до 36 мм. Наличие торцевых зубьев у трехсторонних фрез улучшает чистоту обработанной поверхности и создает благоприятные условия резания.
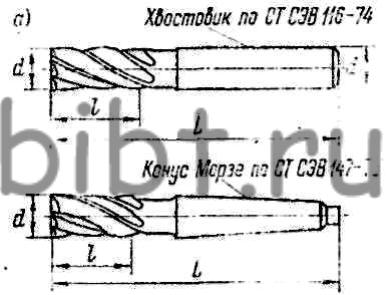
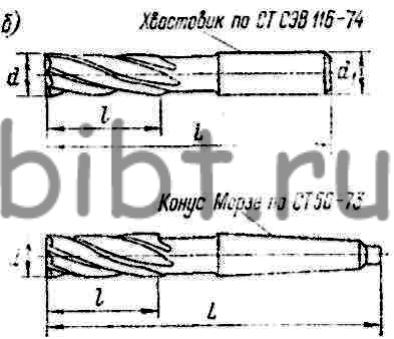
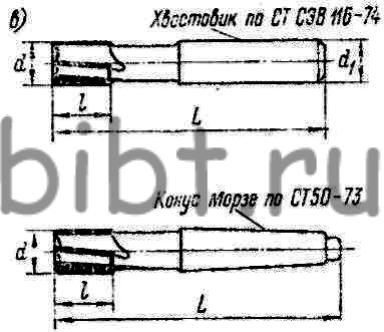
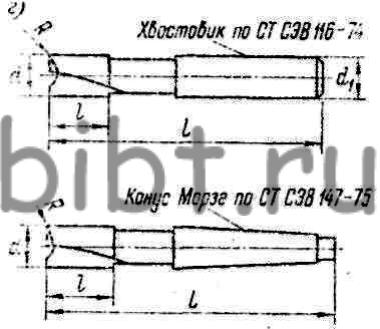
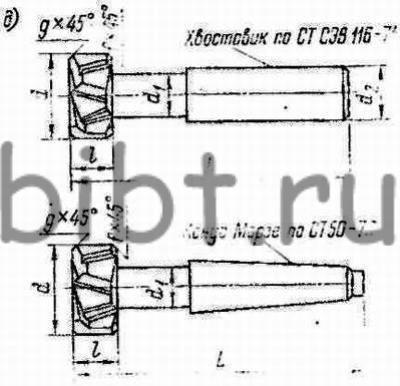
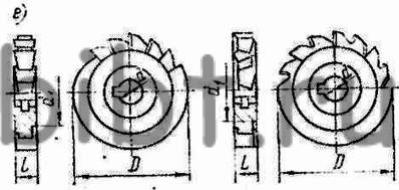
Рис. 3.9. Типы фрез, выпускаемых в соответствии со стандартами стран - членов СЭВ:
а, б - концевые цилиндрические фрезы из быстрорежущей стали; в - концевые цилиндрические фрезы, оснащенные твердосплавными пластинами; г - концевые шпоночные фрезы из быстрорежущей стали; д - концевые фрезы для обработки Т-образных пазов; е - дисковые трехсторонние фрезы из быстрорежущей стали.
Шпоночные фрезы изготавливаются по ГОСТ 9140- 78, 6648-79, 6396-78, 16463-80. Они предназначены для фрезерования шпоночных пазов, а также канавок в стальных и чугунных деталях. Диаметр шпоночных фрез -от 5 до 12 мм (из быстрорежущей стали) и от 4 до 12 мм (из твердого сплава).
Угловые, фасонные и им подобные фрезы предназначены для фрезерования пазов и уступов различной конфигурации. Они выпускаются, как и остальные фрезы, быстрорежущими и твердосплавными.
Все большее распространение получают фрезы, выпускаемые в соответствии с требованиями стандартов стран - членов Совета Экономической Взаимопомощи. По этим стандартам изготавливаются: концевые цилиндрические фрезы (СТ СЭВ 109-79) из быстрорежущей стали с цилиндрической и конусной хвостовой частями (рис. 3.9,а); аналогичные фрезы (СТ СЭВ 110-74) увеличенной длины (рис. 3.9, б); концевые цилиндрические фрезы (СТ СЭВ 111-74), оснащенные твердосплавными пластинами, с цилиндрической и конусной хвостовой частями (рис. 3.9, в); концевые шпоночные фрезы (СТ СЭВ 112-79) из быстрорежущей стали (рис. 3.9, г) с цилиндрической и конусной хвостовой частями; концевые фрезы (СТ СЭВ 115-74) для обработки Т-образных пазов (рис. 3.9, д) и дисковые трехсторонние фрезы (СТ СЭВ 117-74) из быстрорежущей стали (рис. 3.9, е).