
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Режимы резания. Подача при обработке отверстий инструментом из быстрорежущей стали.
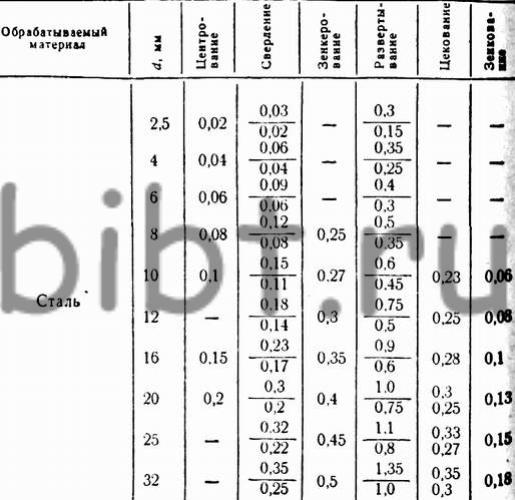
Таблица 4.3. Подача s, мм/об при обработке отверстий инструментом из быстрорежущей стали
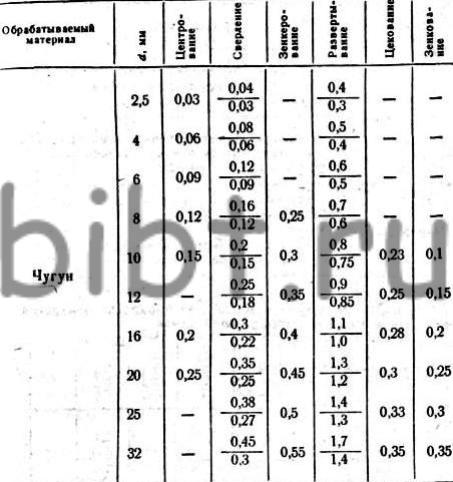
Продолжение табл. 4.3
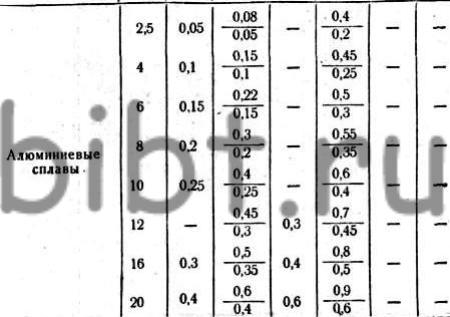
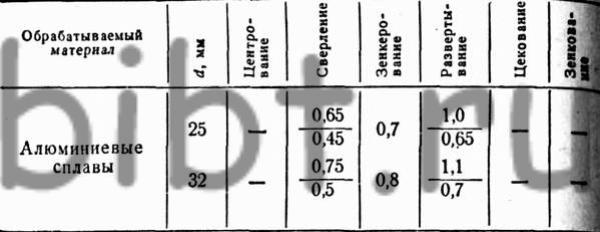
Окончание табл. 4.3
Примечания.
1. Для сверления и развертывания в числителе даны значения подач при обработке по варианту I, а в знаменателе - по варианту II (см. табл. 4.2).
2. Данные таблицы для сталей с твердостью НВ=229-270. Для сталей НВ < 229 значение подачи умножать на 1,3, а для сталей НВ > 270 - на 0,8.
3. Данные таблицы - для серого (НВ = 170-229) и ковкого (НВ < 170) чугуна. Для серого чугуна с твердостью НВ>229 значение подачи умножать на 0,8.
4. При обработке чугуна твердосплавными развертками значения подачи выбирать по второму варианту и умножать на 0,7.
5. При обработке алюминиевых сплавов подачи для чистового развертывания по 6-му квалитету и для Ra =0,32-1,25 принимать в два раза меньше рекомендуемых по варианту II.
6. При цековании принимать подачи на зуб, равные 0,05 мм, при зенковании - 0,03 мм. При высоких требованиях к шероховатости цекованной поверхности обработку стали и чугуна рекомендуется заканчивать двумя- пятью зачистными оборотами шпинделя при выключенной подаче.
7. При зенкеровании и развертывании глухих отверстий подачи принимать не более 0,5 мм/об.