
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Скорость резания при обработке отверстий инструментом из быстрорежущей стали.
Скорость резания при обработке развертками из быстрорежущей стали. Скорость резания v при нарезании резьбы машинными метчиками.
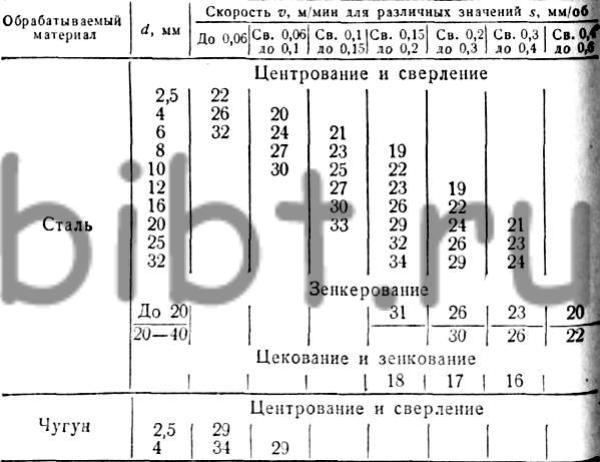
Таблица 4.4. Скорость резания v при обработке отверстий инструментом из быстрорежущей стали
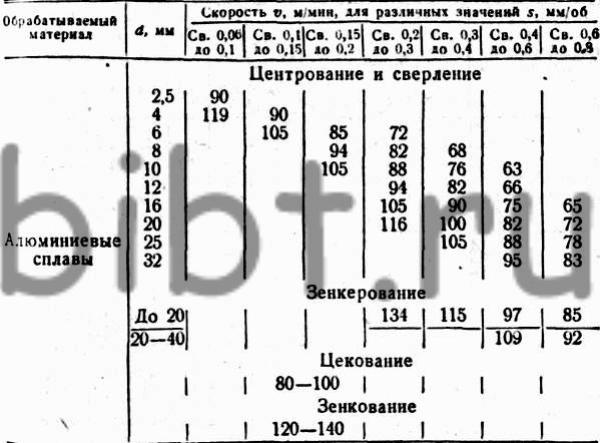
Окончание табл. 4.4
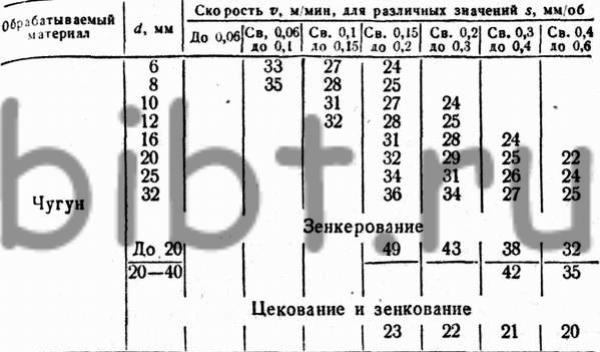
Окончание табл. 4.4
Примечания.
1. Для сталей с твердостью НВ< 229 значение скорости умножать на 1,3, а для сталей НВ>270 - на 0,8. При обработке легированных сталей табличные значения скорости резания уменьшать на 20-25%. При зенкеровании твердосплавным инструментом табличные значения скорости резания повышать в 2,5-3 раза. Для сверл с двойной заточкой значения скорости резания повышать на 15%.
2. При сверлении и зенкеровании твердосплавными инструментами заготовок из чугуна скорости резания увеличивать в 3 раза, при цековании - в 2 раза.
3. При обработке алюминиевых сплавов для твердосплавных зенкеров скорости резания повышать в 1,5-2 раза. При работе без охлаждения табличные значения скоростей умножать на 0,8. Для твердосплавных цековокповышать в 2 раза.
Таблица 4.5 Скорость резания v при обработке развертками из быстрорежущей стали
| Развертывание | V, м/мин |
||
| Сталь | Чугун | Алюминиевые сплавы | |
Черновое, отверстий 5-го квалитета |
7-11 | 13-18 | 30-50 |
Чистовое: |
|
|
|
отверстий 5-го квалитета |
3-5 | 8-12 | 9-13 |
отверстий 7-го квалитета |
5-8 | 10-14 | 20-25 |
Таблица 4.6. Скорость резания v при нарезании резьбы машинными метчиками
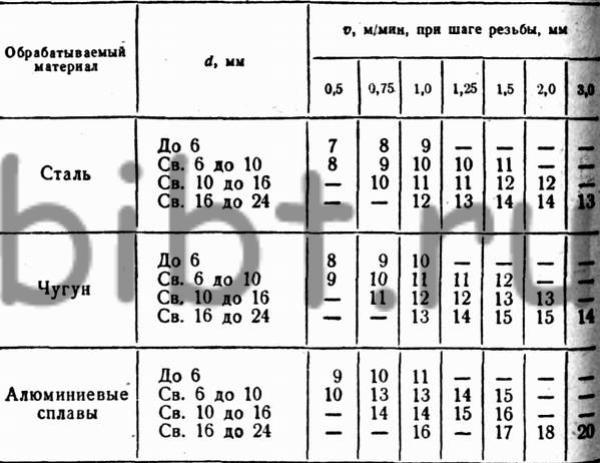
Примечания.
1. В таблице даны значения скоростей резания при нарезании резьбы 4-й степени точности. Для нарезания менее точных резьб величины скоростей резания повышать на 10-20%.
2. В таблице даны значения скоростей резания для углеродистых нормализованных сталей. Для других сталей табличные значения умножать на коэффициенты; для углеродистой улучшенной - 0,85; сталей А12, А20 - l,l5; сталей 08,10 - 0,7; сталей 15,20 - 0,9; легированной нормализованной - 0,85; легированной улучшенной - 0,7.
При обработке отверстий, длина которых значительно превышает диаметр (l/d>3-4), необходимо снижение подачи и скорости резания по мере увеличения отношения l/d. Причем полная длина отверстия разбивается на отдельные участки и для каждого участка назначается свой режим.
Станки с ЧПУ позволяют изменять режимы резания на участках входа в отверстие и выхода из него; возможна обработка глубоких отверстий с периодическими остановками и выводами сверла.