
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Варианты построения ГАП (Гибкие автоматизированные производства). Подбор станков для гибких производств.
Рассмотрим, например, схематические планировки четырех вариантов ГАП с различными техническими возможностями (рис. 6. 1).
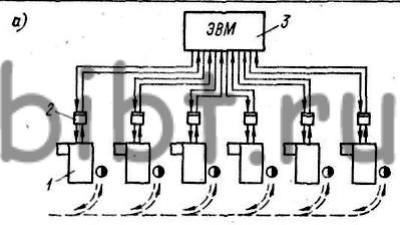
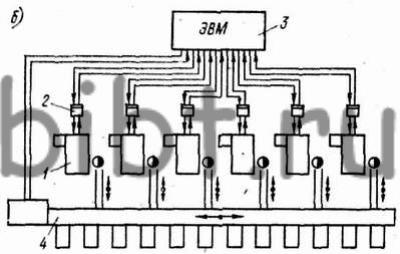
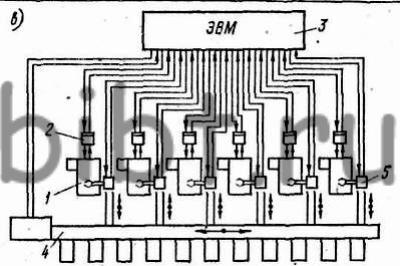
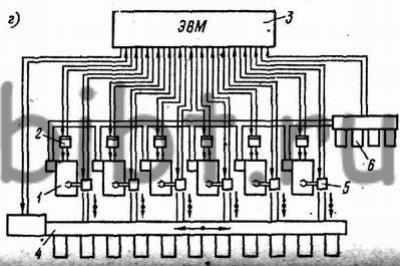
Рис, 6.1. Варианты построения ГАП: 1 - станки с ЧПУ; 2 - пульты ЧПУ; 3 - ЭВМ; 4 - транспортно-складирующая система; 5 - промышленные роботы; 6 - система обеспечения инструментом.
Вариант а представляет собой участок станков с ЧПУ, работой которых управляет центральная ЭВМ. Эта же ЭВМ планирует загрузку станков на участке и управляет работой ремонтной службы. Транспортирование заготовок, деталей, инструментов и их складирование выполняются с помощью обычных неавтоматических средств. Установка и снятие заготовок на станках осуществляются рабочими.
Вариант б отличается от варианта а только наличием автоматической транспортно-складирующей системы для заготовок и деталей.
По варианту в дополнительно используются промышленные роботы, заменяющие операторов.
Наконец, в варианте г реализованы все функции развитого ГАП: управление станками с предварительным проектированием и программированием процессов обработки, автоматическое транспортирование, а также установка и снятие заготовок, планирование работы участка, автоматическое обеспечение станков инструментами с помощью второй транспортно-складирующей системы.
Из приведенного примера также видно, что технологические возможности ГАП зависят не только от организации системы управления. Они в значительной степени определяются теми технологическими, конструктивными и компоновочными принципами, которые положены в основу создания того или иного гибкого производства.
В силу того, что станки с ЧПУ заметно отличаются от станков с ручным управлением, принципы их использования должны быть особыми. Практика создания ГАП подтверждает это положение.
Так, подбор станков для гибких производств в настоящее время производится на основе одного из двух принципов:
1) принципа взаимодополняющих станков;
2) принципа взаимозаменяющих станков.
Принцип взаимодополняющих станков в целом соответствует их традиционному набору и расположению на участке в технологической последовательности. Например, если на участке обрабатываются тела вращения, то первыми будут расположены фрезерно-центровальные (подрезка торцов и зацентровка заготовок валов), затем токарные станки. За ними обычно идут зуборезные, а затем фрезерные, сверлильные и т. д. Здесь каждый новый вид станков дополняет (расширяет) возможности участка. Действительно, при наличии в системе только токарных станков можно изготовлять лишь самые простые детали. Зуборезные станки позволяют, кроме того, изготовлять зубчатые колеса. Такой подбор станков в ГАП и называется принципом взаимодополняющих станков. Недостатком производства, построенного на этом принципе, является низкая технологическая надежность, потому что выход из строя какого-либо станка, имеющегося в единственном экземпляре, сразу же уменьшает номенклатуру выпускаемых деталей.
Принцип взаимозаменяющих станков состоит в том, что на участке используются станки только одной модели. Если, например, участок оборудован одними токарными станками мод. 16К20Ф3-С5, то технологическая надежность системы будет высокая. Действительно, выход из строя одного-двух станков здесь приводит лишь к уменьшению производительности, но не к сужению номенклатуры выпускаемых деталей. Однако возможности ГАП, построенного на базе одних только токарных станков мод. 16К20Ф3-С5, невысоки. Другое дело, если использованы многооперационные станки. В этом случае резко повышаются возможности гибкого производства при его высокой технологической надежности. Таким образом, применение принципа взаимозаменяющих станков наиболее эффективно, если гибкое производство построено на основе многооперационных станков. Такие производства отличаются исключительно высокой гибкостью. Можно, например, все станки загрузить одной и той же работой (выполнение одинаковых операций), а можно на разных станках выполнять последовательный ряд операций по изготовлению одновременно одной, двух или более деталей разных наименований.
Многооперационные станки могут использоваться и в качестве взаимодополняющих станков. Если, например, конструкция корпусной детали такова, что требуется обработка отверстий как с четырех боковых сторон, так и в верхней плоскости, то приходится применять станки двух компоновок:
1) с поворотным столом и горизонтальной осью шпинделя для обработки отверстий в четырех боковых сторонах;
2) с вертикальной осью шпинделя и крестовым столом для обработки отверстий в верхней плоскости.