
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Построение ГАП (Гибкие автоматизированные производства) по принципу взаимозаменяющих станков. ГАП «Auerbach M250/02 CNC. ГАП фирмы «Cincinnaty».
На этом принципе построено, например, гибкое производство «Auerbach» М250/02 CNC (ГДР), схема которого представлена на рис. 6. 2.
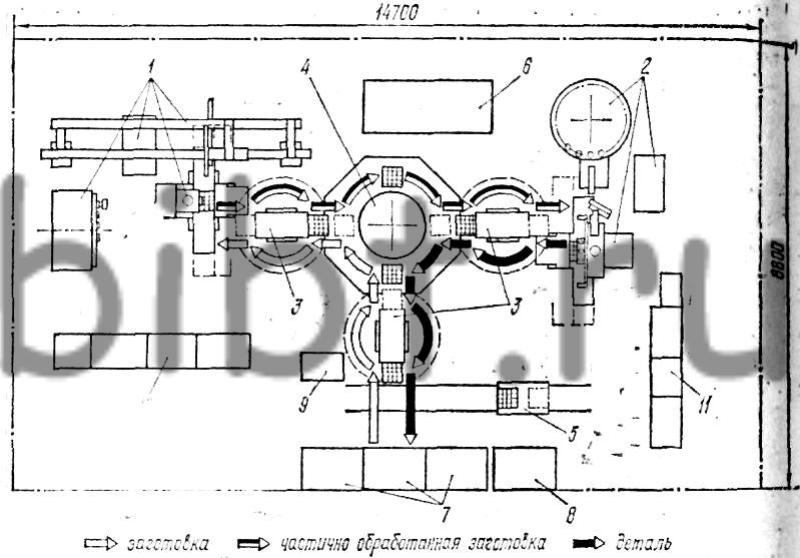
Рис. 6.2. ГАП «Auerbach M250/02 CNC:
1- станок с горизонтальным шпинделем и магазином на 40 инструментов; 2-станок с вертикальными шпинделями и магазином на 44 инструмента; 3- поворотные устройства смены спутников; 4 - поворотный транспортный стол; 5 - тележка для спутников; 6 - гидростанция; 7 - места заготовок и готовых деталей; 8 - детали крепления заготовок на спутниках; 9 - пульт управления; 10 и 11 - электрошкафы.
В других случаях применяется смешанный принцип. Например, в производстве фирмы «Cincinnaty» (Англия) для обработки корпусных деталей с пяти сторон (рис. 6.3) в целом использован принцип взаимозаменяющих станков. В системе установлено пять одинаковых многооперационных станков с горизонтальной осью шпинделя. Шестой станок имеет вертикальное расположение оси шпинделя для обработки отверстий в верхней плоскости.
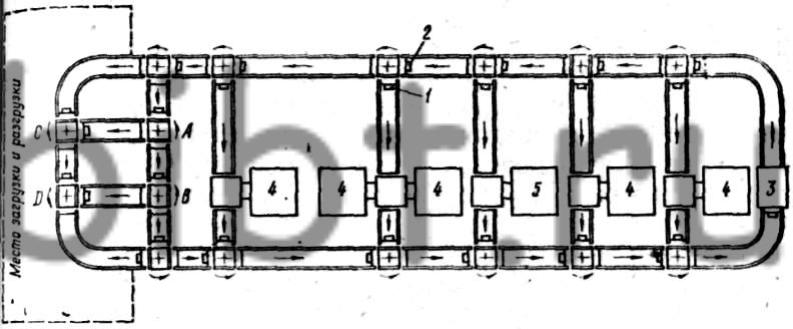
Рис. 6.3. ГАП фирмы «Cincinnaty»:
1 и 2- датчики положения поворотных столов; 3 - моечная машина; 4 - станок с горизонтальным шпинделем; 5 - станок с вертикальным шпинделем.
Другой существенной особенностью компоновки ГАП является то, что последовательность расположения станков в таких производствах перестает играть свою традиционную роль. Действительно, при планировке обычного станочного участка естественно стремятся расположить станки в технологической последовательности. Это необходимо для создания потока, который сокращает пути движения заготовок, упрощает их транспортирование, упорядочивает производство.
В гибких автоматизированных производствах идут по другому пути. Здесь транспортно-складирующая система проектируется таким образом, чтобы она была максимально гибкой и могла легко обслуживать любой станок вне зависимости от его расположения на участке. Поэтому, например, естественным считается случай, когда склад заготовок и готовых деталей расположен на одной и той же площадке в начале пролета цеха (или вдоль пролета). В других случаях складирующая система может иметь кольцевую компоновку, как это сделано, например, в гибком производстве для обработки тел вращения ROTA-F-125-NC.