
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Автоматизация и механизация очистки плоскости разъема и полости пресс-формы.
Смазывание пресс-форм при литье под давлением. Автоматическая работа двух литейных машин.
Автоматизация и механизация очистки плоскости разъема и полости пресс-формы, а также ее смазка имеют важное значение для повышения производительности труда и улучшения качества отливок.
В плоскости разъема и в рабочей полости пресс-формы часто остается грат, представляющий собой тонкие лепестки сплава. Грат на плоскости разъема препятствует полному смыканию пресс-формы. При последующей заливке он может увеличиться и вызвать разбрызгивание расплава из пресс-формы. Наличие грата в полости пресс-формы приводит к браку.
Наиболее простым способом удаления грата является обдувка пресс-формы сильной струей воздуха (рис. 92, а). Однако более надежно очищают пресс-форму щеточные устройства (рис. 92, б).
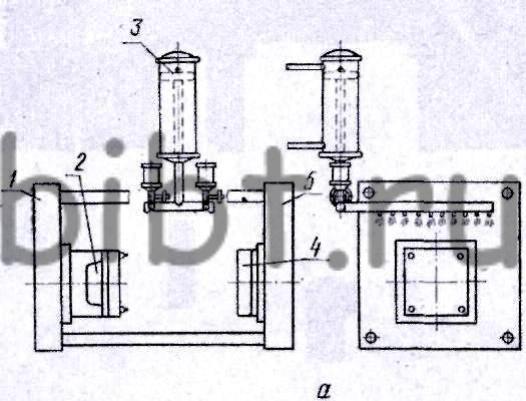
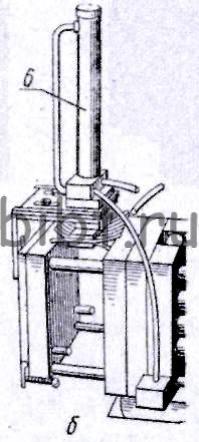
Рис. 92. Устройство для автоматической смазки (а) и очистки (б) пресс-формы:
1 — подвижная половина машины, 2 — подвижная половина формы,
3 — смазывающее устройство, 4 — неподвижная половина формы, 5 — неподвижная половина машины, 6 — очистное устройство
Механизация и автоматизация операций смазывания пресс-форм повышает производительность машин для литья под давлением, уменьшает трудоемкость изготовления детали, стабилизирует основные параметры процесса и в значительной мере обеспечивает получение качественных отливок. Повышение качества при автоматизации смазки объясняется получением более равномерного и, как правило, более тонкого слоя смазки. Например, при ручной смазке ее слой может колебаться от 1—2 до 25—30 мкм, а при автоматической от 0,5 до 10—14 мкм. При автоматической смазке легче достигается стабилизация температуры пресс-формы.
Смазывание пресс-форм при литье под давлением в настоящее время на отечественных и зарубежных предприятиях осуществляется вручную, механизированным и автоматизированным способом.
Способов и устройств нанесения смазки пресс-форм и камеры прессования машины разработано очень много. На рис. 93 показано устройство автоматической смазки с подвижным блоком 1 форсунок 2, которые устанавливаются в необходимом положении и через них подается смазка на оформляющие поверхности пресс-формы 3. Показанное устройство предназначено не только для смазки, но и для обдувки поверхностей пресс-формы сжатым воздухом.
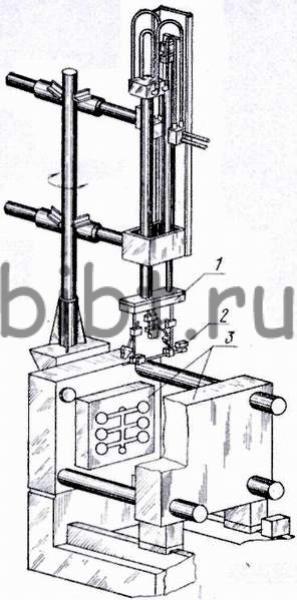
Рис. 93. Автоматическая смазка пресс-формы
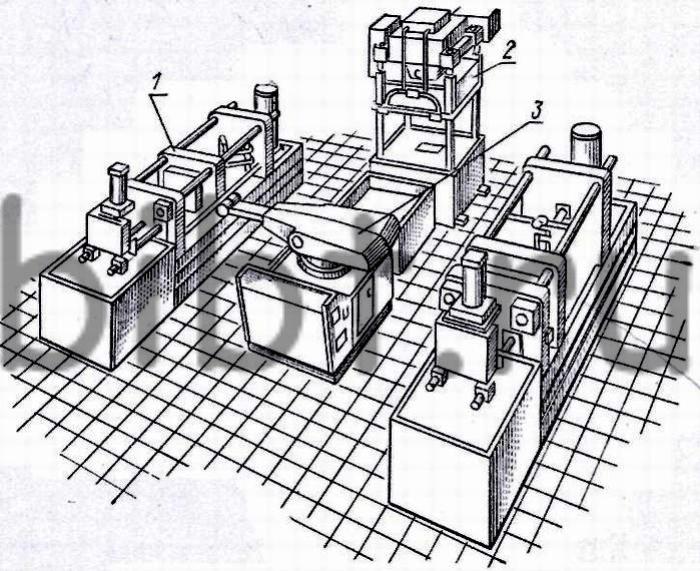
Рис. 94. Автоматическая работа двух литейных машин
На рис. 94 показан полностью автоматизированный цикл работы двух литейных машин для литья под давлением 1 во взаимодействии с обрубным прессом 2. Выем отливок из пресс-форм и подачу их для обрубки на пресс осуществляет автоматический робот 3 конструкции фирмы «Юнимейт» (США). В данном случае все операции производятся без участия человека. Однако трудность наладки этой автоматической линии состоит в том, что необходимо полностью синхронизировать по времени рабочий цикл различных машин. При этом в случае поломки на одной из машин вся линия выходит из строя.