
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Автоматическая пресс-форма для получения отливок с арматурой.
В пресс-формах (рис. 37) закладка арматуры и выталкивание отливок производится автоматически. Арматура 11 заранее закладывается в обоймы 3, которые установлены против гнезд пресс-формы.
Арматура проталкивается в гнездо пресс-формы выталкивателем 5 при раскрытии пресс-формы. На боковом ползуне 2, приводимом в движение наклонным клином-пальцем 1, укреплен стержень 4 с заостренным краем. Этот стержень вклинивается между вкладышем и арматурой, продвигаемой выталкивателем, который в данном случае сделан на 1,5 мм короче обычного. При закрытии пресс-формы, когда выталкиватели отводятся назад, стержень 4 задерживает арматуру. В боковом ползуне укреплен также небольшой подвижной стержень 12, оформляющий внутреннее отверстие. Выталкивание отливки 9 производят выталкиватели 5, 6 и 8. При закрытии пресс-формы выталкиватели отводятся назад обратным толкателем 7, при этом стержень 10 фиксирует положение арматуры.
Создание больших литейных машин для литься под давлением позволило осуществить литье крупногабаритных отливок. Для них изготовляют специальные крупногабаритные пресс-формы, имеющие большую массу. Выдвижение подвижных стержней и выталкивание отливок производится автоматически. Съем тяжелых отливок, вытолкнутых из полости пресс-формы, производится специальным устройством — съемником.
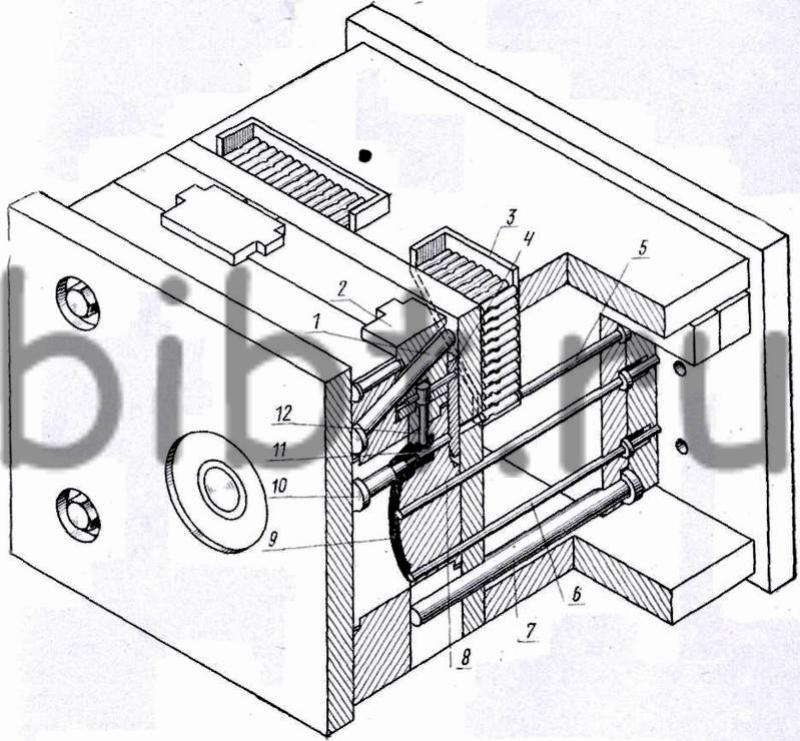
Рис. 37. Автоматическая пресс-форма для получения отливок с арматурой