
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Организация работы цеха литья под давлением
Цех литья под давлением состоит из следующих отделений: шихтового, плавильного, литейного, очистного, участка контроля, склада готовой продукции и пресс-форм, мастерской по ремонту оборудования и пресс-форм (рис. 1).
В шихтовом отделении 1 находятся весы для развески шихты, пила для резки чушек металла и бункера для хранения шихтовых материалов с вместимостью, достаточной, чтобы обеспечить работу цеха в течение суток.
Особенностью литья под давлением является большой расход металла на литниковую систему (см. рис. 5), масса которой составляет 30—100% массы отливки. Это необходимо учитывать при определении вместимости бункеров, предназначенных для хранения отходов.
В шихтовом отделении должны быть предусмотрены машины для транспортировки шихты в плавильное отделение.
Плавильное отделение 2 расположено между шихтовым и литейным и оборудовано плавильными печами в соответствии с применяемыми сплавами и производственной мощностью литейного отделения. Для транспортировки расплава от плавильных печей к раздаточным проложены монорельсовые пути. В плавильном отделении установлена мощная вытяжная вентиляция.
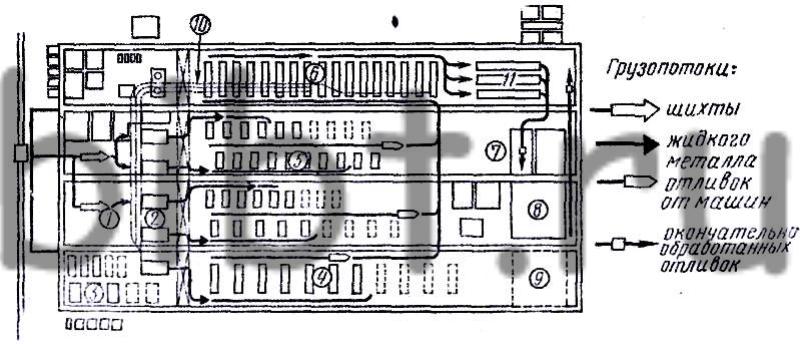
Рис. 1. Планировка цеха литья под давлением
В литейных отделениях 4 и 5 расположены машины для литья под давлением, раздаточно-подогревательные печи и подъемно-транспортное оборудование (кран-балка, тельфер или монорельс с тельферами).
Машины для литья под давлением должны быть размещены так, чтобы можно было свободно подойти к любой из них и производить ремонт и демонтаж одной машины без остановки других. Около машины устанавливают переносные экраны или стационарные ограждения, предназначенные для защиты работающих от брызг расплава при неплотном закрытии пресс-формы.
В литейном отделении устанавливают общую и местную (у каждой машины) вентиляцию, пол устилают чугунными рифлеными плитками, прокладывают канализационные каналы для отвода масла и эмульсии.
Насосно-аккумуляторное отделение 3 располагается рядом с литейным. Здесь устанавливают насосы с аккумуляторами, питающими литейные машины, не имеющие встроенных насосов и аккумуляторов. Большинство современных машин (515М, 516М2, а также машины фирм «Бюлер» — Швейцария, «Идра», «Триульци», «Кастматик» — Италия и др.) выпускают со встроенными насосами и аккумуляторами. Машины, не имеющие встроенных насосов, обслуживаются центральной насосно-аккумуляторной станцией. При этом затраты на ремонт насосов и расход электроэнергии значительно меньше, а ремонт отдельных насосов и аккумуляторов не вызывает простоев литейных машин. При большом количестве машин необходимую их мощность обеспечивают несколько насосно-аккумуляторных станций.
Отделение очистки 6, как правило, занимает большую производственную площадь. В очистном отделении производят обработку литников и промывников, запиловку заусенцев и поверхностей отливки.
Баковые литники и промывники небольшого сечения обламывают вручную, массивные литники обрезают дисковыми и ленточными пилами. Центральные литники обрезают на токарных станках или в специальных обрезных штампах на эксцентриковых (или пневматических) прессах при массовом производстве. Отходы отливок из очистного отделения удаляются ленточными конвейерами 10.
В массовом производстве зачистку и обрубку отливок выполняют на поточных линиях. Отливки после зачистки хранят в специальных ящиках и контейнерах с гнездами, чтобы предохранить их от повреждений и облегчить учет.
На участок контроля 11 отливки поступают после зачистки для окончательной проверки годности и соответствия их чертежу. На участке контроля должны находиться контрольно-измерительные приборы, необходимые для проверки размеров, а также оборудование, на котором разрезают отливки для контроля их размеров и равностенности. После проверки годные отливки клеймят. Участок контроля должен примыкать к складу готовой продукции.
Склад готовой продукции 7 представляет собой помещение со стеллажами, на которые ставят ящики с готовыми отливками. Каждая партия отливок снабжается маршрутной картой, где указывают их количество, назначение и т. д. Склад должен иметь подъемно-транспортное оборудование для перемещения ящиков с отливками.
При кооперации заводов отливки из специализированных цехов и заводов литья под давлением перевозят на заводы-потребители. В связи с этим на складах готовой продукции организуют упаковку готовых отливок в специальную тару или контейнеры для защиты их от повреждений при транспортировке. Для этого применяют картонные коробки, мягкие прокладки, перегородки и т. д.
Отделение ремонта 8 представляет собой инструментально-механическую ремонтную мастерскую. В крупных цехах отделение ремонта пресс-форм и ремонта машин разделены.
В ремонтном отделении производят ремонт пресс-форм, а также доводку литников и вентиляционных каналов при опробовании новых пресс-форм.
В ремонтном отделении установлено следующее оборудование: токарно-винторезный, универсально-фрезерный, сверлильный, шлифовальный станки, винтовой пресс для запрессовки и распрессовки втулок, колонок и вкладышей, кран-балка или монорельс с электроподъемником.
Все пресс-формы после изготовления отливок поступают в ремонтную мастерскую, откуда их после осмотра, очистки передают на склад форм 9. Кроме того, в отделении выполняют техническое обслуживание и ремонт машин (см § 17) по установленному графику.