
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Комплексные автоматические линии типа Л653 для изготовления стальных и чугунных отливок в песчано-глинистых формах в условиях мелкосерийного и серийного производства.
Комплексные автоматические линии типа Л653 (табл. 13) (с привязкой к конкретным условиям заказчика: Л653С, Л653С1, Л653Н) предназначены для изготовления стальных и чугунных отливок в песчано-глинистых формах в условиях мелкосерийного и серийного производства. На линиях предусмотрена возможность использования двух смесей: облицовочной и наполнительной. Линии компонуют на базе формовочной установки с «плавающей» оснасткой и роликовых конвейеров. Одна из планировок этого типа линии Л653С приведена на рис. 14.
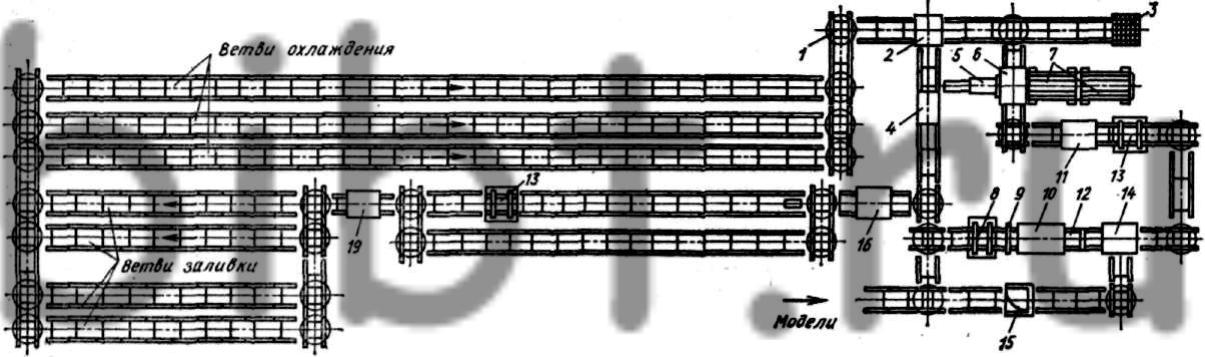
Рис. 14. Планировка комплексной автоматической линии Л653С:
1 - поворотный стол; 2 - механизм съема форм с поддона; 3 - выбивная решетка бракованных форм; 4 - механизм очистки поддонов; 5 - сталкиватель кома; 6 - выбивной пресс; 7 - выбивная решетка; 8 - механизм вытяжки; 9 - механизм срезания излишков смеси; 10- механизм встряхивания и прессования; 11 - механизм очистки и распаровки опок; 12 - дозатор формовочной смеси; 13 - кантователь опок; 14 - механизм сборки опок с моделью; 15 - дозатор облицовочной смеси; 16 - механизм установки полуформ на поддоны; 17 - механизм фрезерования отверстия для чаши; 18 - рольганги; 19 - механизм сборки форм
13. Краткие технические характеристики линий Л653Н, Л653С, Л653С1.
| Параметр | Л653Н | Л653С | Л653С1 |
Размеры опок, мм: |
|||
в свету |
1600Х 1200 | 1800X1300 | |
высота |
500 | 550 | |
Производительность цикловая, форм/ч |
50 | 35 | 40 |
Давление прессования, МПа (кгс/см2) |
До 1,6(16) | ||
Металлоемкость формы, кг |
До 800 | 2-700 | |
Рабочее давление в гидросистеме, МПа (кгс/см2) |
6,3 (63) | ||
Установленная мощность, кВт |
858 | - | 1019 |
Габаритные размеры линий в плане, м |
116X25 | 140X34 | 120X84 |
Масса линий, т |
1100 | 1500 | 1203 |
Линии поставляют по участкам: формовки; выбивки; транспортирования, заливки и охлаждения и формовочную установку.
На линиях в зависимости от устанавливаемых технических требований могут выполняться операции: очистка внутренней поверхности опок; очистка штырей, втулок, лада и контрлада опок; покрытие модельного комплекта облицовочными (в том числе жидкостекольными) смесями; сборка модельного комплекта с опокой; наполнение опоки формовочной смесью; уплотнение смеси; удаление излишков формовочной смеси с контрлада опок; кантовка собранной опоки с подмодель-ной плитой; вытяжка модели с поворотом полуформ ладом вверх; кантовка под-модельной плиты; установка нижней полуформы на поддон; сверление литниковой чаши или площадки под нее; кантовка верхней полуформы; сборка формы; транспортирование форм под заливку; охлаждение залитых форм; съем залитой формы с поддона; очистка поверхности поддона; распаровка форм; выдавливание кома из нижней опоки; отделение смеси от отливки на выбивной решетке; кантование нижней опоки.
В формовочной установке смесь уплотняется встряхиванием с последующим прессованием. Встряхивающий механизм имеет амортизацию ударов. Применение «плавающей» оснастки обеспечивает одновременное использование до восьми ее комплектов. В линиях такой конструкции обеспечена «полярность» опок, т. е. их движение только базовой стороной вперед.
Система управления линией построена на программируемых комплексах КМ3412 с современной элементной базой и предусматривает два режима работы: основной автоматический и вспомогательный «местный», предназначенный для производства ремонтных и наладочных работ, а также для установки механизмов в исходное положение, необходимое для включения автоматического режима.
Управление линией может осуществляться с местных пультов, установленных в непосредственной близости от управляемых ими механизмов. Отказ в работе того или иного механизма автоматически фиксируется и высвечивается на дисплее комплекса КМ3412.