
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Комплексные автоматические линии типа Л651 для изготовления отливок в сырых одноразовых песчано-глинистых формах в сталелитейных и чугунолитейных цехах мелкосерийного и серийного производства.
Комплексные автоматические линии типа Л651 (рис. 13) предназначены для изготовления отливок в сырых одноразовых песчано-глинистых формах в сталелитейных и чугунолитейных цехах мелкосерийного и серийного производства. Линии созданы на базе одной многопозипионной формовочной установки с «плавающей» модельной оснасткой и роликовыми конвейерами.
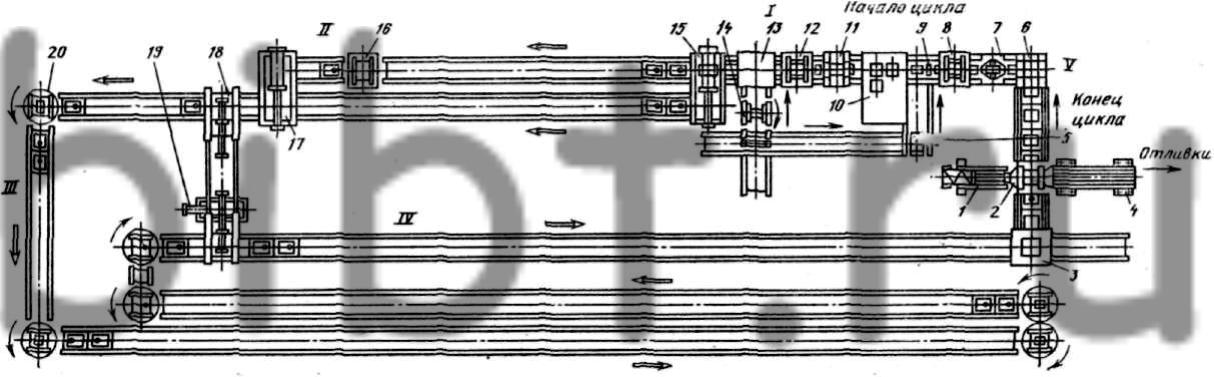
Рис. 13. Типовая планировка комплексной автоматической линии Л651:
1 - сталкиватель; 2 - пресс выбивки; 3 - съемщик залитых форм; 4 - решетка выбивная; 5 - стол подъемный; 6 - распаровщик; 7 - механизм очистки опок; 8 - кантователь опок низа; 9 - механизм сборки; 10 - дозатор; 11 - пресс дифференциальный; 12 - кантователь полуформ; 13 - механизм вытяжки; 14 - кантователь моделей; 15 - тележка передаточная; 16 - кантователь полуформ верха; 17 - сборщик форм; 18 - перекладчик грузов и поддонов; 19 - механизм очистки поддонов; 20 - стол поворотный; участки линии: I - формовки; II - сборки форм; III - заливки; IV - охлаждения; V - выбивки
Техническая характеристика линии типа Л651
Размеры опок, мм:
в свету 1200Х 1000
высота 400
Производительность цикловая, форм/ч 80
Средняя масса отливок, кг 160
Число рабочих, обслуживающих линии в одну смену 5
Давление прессования, МПа (кгс/см2) До 1,6 (16)
Расход формовочной смеси, м3/ч 160
Рабочее давление в гидросистеме, МПа (кгс/см2) 6,3 (63)
Подача насосов (200X8), л/мин 1600
Количество масла, заливаемого в гидросистему, л 9000
Расход сжатого воздуха, м3/мин 650
Скорость перемещения форм по роликовым конвейерам, м/мин:
на ветке охлаждения 6,3
на сборке и заливке 13,2
Установленная мощность, кВт 585
Габаритные размеры линии, мм 96340X27100X5820
Масса поставляемого комплекта, т 900
Линия разделена на четыре самостоятельных участка: формовки, выбивки, транспортировки на заливку и охлаждение, формовочной установки.
Технологический цикл изготовления отливок включает следующие операции: последовательную формовку верхних и нижних полуформ, фрезерование литниковой чаши в верхней полуформе, кантование верхней полуформы, сборку формы, установку форм на поддон и нагружение грузами, заливку, снятие грузов и уборку поддонов, охлаждение, выдавливание кома, передачу кома на выбивку и отделение отливок от смеси, разъединение комплекта опок, очистку внутренних поверхностей опок от остатков смеси, кантование нижней опоки и подачу опок на формовку.
Формовочная установка обеспечивает предварительное встряхивание с последующим одновременным встряхиванием и дифференциальным прессованием.
В линии предусмотрена возможность использования двух смесей - облицовочной и наполнительной, а также изменения дозы формовочной смеси и режима уплотнения индивидуально для каждой модели в цикле работы, что обеспечивает изготовление одновременно различных по сложности отливок.
Применение до восьми комплектов «плавающей» модельной оснастки расширяет возможность изготовления мелких серий отливок и повышает технологическую гибкость линии. Предусмотрена также возможность установки литниковой чаши в формах в трех различных местах.
Дистанционное управление линией осуществляется с центрального пульта и вспомогательных пультов, расположенных на участках. Логическая часть системы управления выполнена на бесконтактных логических элементах отечественного производства. Режимы работы линии - наладочный, автоматический.