
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Специальная поточная линия А117 литья в кокиль для изготовления литых станин электродвигателей серии 4A-132 в стальных водоохлаждаемых кокилях.
Специальная поточная линия А117 литья в кокиль (рис. 21) предназначена для изготовления литых станин электродвигателей серии 4A-132 в стальных водоохлаждаемых кокилях.
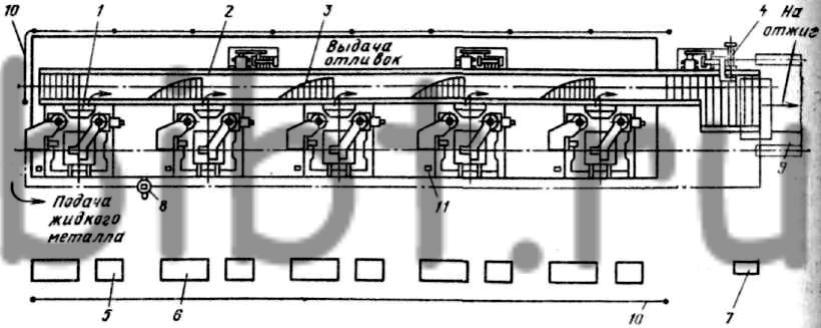
Рис. 21. Планировка специальной поточной линии А117 литья в кокиль:
1 - машина кокильная однопозиционная 59С19; 2 - транспортный роликовый конвейер; 3 - приемный стол; 4 - толкатель; 5 - пульт управления кокильными машинами; 6 - шкаф управления гидроагрегатом; 7 - пульт управления системой рольгангов и толкателем; 8 - цеховой монорельс подачи жидкого металла; 9 - печь отжига; 10 - ограждение; 11 - ножной выключатель НВ701
Техническая характеристика линии А117
Габаритные размеры кокиля, мм 640X630X450
Производительность, цикл/ч 60
Металлоемкость кокиля, кг 40
Число:
рабочих, обслуживающих линию в одну смену 3
кокильных машин в линии 5
Рабочее давление в гидроприводе, МПа (кгс/см2) 5 (50) : 10 (100)
Установленная мощность, кВт 74
Габаритные размеры линии (без отдельно расположенных
гидроагрегатов), мм 15600X3060X2800
Заглубление линии, мм 350
Масса комплекта оборудования, т 64
Однопозиционные гидравлические кокильные машины разработаны под оснастку (кокили) с вертикальной плоскостью разъема. Технологический цикл изготовления отливок станин на этих машинах включает следующие операции: смазывание полости кокиля и металлического стержня; ввод стержня в полость кокиля и сборку кокиля; подачу и заливку жидкого металла; выдержку отливки в кокиле; извлечение стержня и размыкание кокиля; извлечение отливок и передачу их на приемный стол; транспортирование отливок по роликовым конвейерам в печь отжига. Металл в кокили заливают поочередно.
Режим работы линии -
наладочный и полуавтоматический. Необходимое число кокильных машин
для такой или аналогичной линии можно рассчитать по формуле
где Kп - коэффициент, учитывающий брак литья и другие потери;
Nотл - годовое количество отливок данной группы по массе, шт.;
Qкок.м - часовая производительность одной кокильной машины, съемов/ч;
Фд - действительный годовой фонд времени работы машины, ч;
Кз - коэффициент загрузки кокильных машин; для однопозиционных машин Кз = от 0,6 до 0,9, для многопозиционных Кз = от 0,6 до 0,8.
В комплект поставки линии А117 не входят монорельс подачи жидкого металла и печь отжига.