
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА 1.
КОМПЛЕКСНЫЕ АВТОМАТИЧЕСКИЕ, МЕХАНИЗИРОВАННЫЕ И ПОТОЧНЫЕ ЛИТЕЙНЫЕ ЛИНИИ
ОБЩИЕ СВЕДЕНИЯ "Линии для изготовления отливок"
Линии для изготовления отливок можно разделить на группы: для изготовления отливок в разовых песчаных формах, специальными способами (в том числе в постоянных и полупостоянных формах) и вспомогательных и смежных переделов (рис. 1).
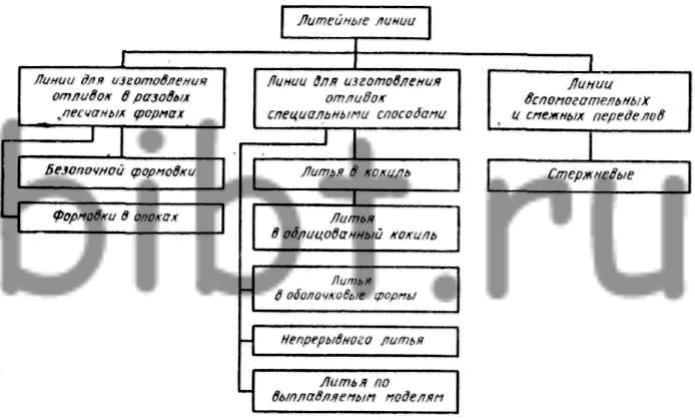
Рис. 1. Виды литейных линий
Линии группируются также по назначению, т. е. по выполняемым на них переделам. Если число переделов литейного производства два или более, линия является комплексной. Такие линии преобладают в цехах, в которых отливки изготовляют в разовых песчано-глинистых формах. На линии можно выполнить операции формовки, заливки, охлаждения и выбивки форм. В настоящее время наметилась тенденция включать в формовочные линии также и индивидуальную систему смесе-приготовления, так как практика подтвердила, что в этом случае процесс изготовления отливок наиболее стабилен и лучше поддается автоматизации.
Комплексные литейные линии, состоящие из большого числа разнообразного оборудования и транспортных систем, при поставке и эксплуатации подразделяют на самостоятельные функциональные линии или участки.
Линии классифицируют также по определяющим признакам выполняемого на них технологического процесса, например линии для изготовления стержней с тепловой сушкой или для изготовления стержней из ХТС.
Несколько специфичен передел получения отливок литьем по выплавляемым моделям, развитие которого привело к значительному расширению номенклатуры используемого оборудования. Каждая линия включает смесеприготовительное (приготовление, хранение и транспортирование модельного состава и суспензий), формовочное (изготовление многослойных керамических покрытий, их прокалка, заформовка блоков в опоки с наполнителем перед заливкой), выбивное и очистное оборудование. Для охвата перечисленных минипеределов созданы линии с различной степенью автоматизации.
В зависимости от степени автоматизации различают:
автоматические линии — комплексы оборудования, расположенные в технологической последовательности, связанные транспортом и объединенные системой управления, обеспечивающей автоматическое выполнение переходов и операций технологического процесса под контролем операторов;
автоматизированные линии — в отличие от автоматических линий некоторая часть технологических операций может выполняться не в автоматическом режиме;
механизированные линии — все операции технологического процесса выполняются механизмами, но не в автоматическом режиме;
поточные линии — операции технологического процесса осуществляют вручную в заданной последовательности на потоке, организуемом с помощью транспортных средств.
В связи с тем, что четкое разграничение степени автоматизации и механизации провести не всегда представляется возможным, на практике используют различные сочетания упомянутых терминов, позволяющие оттенить особенности той или иной линии.
Оптимальным местом расположения литейных комплексных автоматических линий являются вторые этажи современных производственных зданий литейных цехов. При этом первые этажи рационально использовать для размещения средств транспортирования всех видов смесей (свежих, отработанных и просыпей или отходов) и отливок. Здесь же размещают вентиляционные установки, с тем чтобы помещение второго этажа было максимально освобождено от эстакад и вентиляционных трус.
В старых одноэтажных цехах для этих целей используются подвалы и траншеи. Линии для производства крупных и тяжелых отливок размещают на первых этажах.
Для непрерывной уборки просыпей некоторые механизмы линий устанавливают над провальными решетками на специальных опорах. Источники возникновения просыпей:
соударение опок с остатками отработанной смеси; заполнение опок смесью перед формовкой;
случайные обвалы во время протягивания или кантовки опок с недостаточно качественной смесью или по другим причинам;
срезание излишков смеси с контрлада;
естественная осыпь с движущихся по роликовым конвейерам и соударяющихся полуформ;
соскабливание смеси подопочной плитой при установке на неё формы;
очистка опок щеткой и т. д.
Для сбора, сепарации и удаления просыпей в цехе необходимо предусмотреть специальную уборочную систему. Мощность транспортных средств уборки просыпей должна быть рассчитана на непрерывное удаление 10—12 % смеси, поступающей на линию. Необходимо учитывать также случайные перегрузки от разрушения полуформ. Наличие решеток в этих случаях хорошо выравнивает пиковые нагрузки конвейера.
При проектировании вентиляционной системы следует выбрать оптимальный вариант прокладки вентиляционных труб по потолку первого этажа или подвала. Системы вентиляции и трубы не должны мешать обслуживанию механизмов линии и движению подъемно-транспортных средств. При этом общий вид всех систем должен создавать единый ансамбль, удовлетворяющий требованиям эстетики.
Целесообразно предусматривать на линиях возможность поузлового ремонта, т. е. замену вышедших из строя узлов и агрегатов на заранее подготовленные и проверенные отдельно от линии, что значительно сократит простои линии. Для проведения такого ремонта, для обеспечения качественных профилактических осмотров, для изъятия дефектных, например, сварившихся опок все механизмы линии должны обслуживаться подъемно-транспортными средствами соответствующей грузоподъемности.
Освещенность помещения должна быть не менее 150 лк на уровне 1 м от пола. Необходимо также периодически очищать светильники с минимальными затратами времени и сил.