
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Полуавтоматическая линия 6А50 для приготовления модельной пасты и изготовления моделей предназначена для автоматического заполнения пресс-форм модельной пастой.
Полуавтоматическая линия 6А50 (рис. 26) приготовления модельной пасты и изготовления моделей предназначена для автоматического заполнения пресс-форм модельной пастой (средние и мелкие модели изготовляют в ручных пресс-формах) и регулируемого охлаждения каждой пресс-формы. Линию используют в мелкосерийном и серийном производстве литья по выплавляемым моделям.
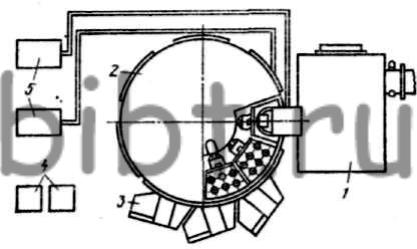
Рис. 26. Планировка линии 6А50:
1 - шприц-машина; 2 - установка для изготовления моделей; 3 - стол; 4 - аппарат управления; 5 - насосно-нагревательная станция
Линия работает следующим образом. Расплавленный модельный состав (после ванн выплавки или термостата) поступает в плавильный агрегат, через люк которого загружают твердые добавки модельного состава (20-30 % расходуемого). Далее расплав, проходя через шестеренный смеситель шприц-машины 659А и смешиваясь в определенной пропорции с воздухом, превращается в модельную пасту, которая поступает в головку шприца.
Техническая характеристика линии 6А50
Наибольшая производительность:
по модельному составу, л/ч 32
по числу запрессовок в час 32; 125; 250 *
Наибольшие размеры, мм, пресс-форм при установке оборудования:
на одном уровне 350X250X200
на разных уровнях 350X250X300
Наименьшая высота, мм, пресс-форм при установке оборудования:
на одном уровне 60
на разных уровнях 160
Наибольший объем одной запрессовки, л 4
Скорость заполнения пресс-форм, л/с Не менее 0,2
Давление запрессовки, МПа (кгс/см2) 0,1-0,5 (1-5)
Температура модельного состава, °С, на выходе из шестеренного смесителя:
для ПС50-50 42-45
для Р-3 48-52
для других модельных составов 40-55
Число электродвигателей 6
Установленная мощность, кВт 16,55
Расход:
сжатого воздуха, м3/ч 1
пара при давлении 0,1-0,12 МПа, кг/ч 15
воды, м3/ч 5,5
Габаритные размеры линии, мм:
длина 4300
ширина 3500
высота 2300
Масса линии, кг 6400
* Устанавливается в зависимости от сложности пресс-формы и необходимого темпа работы.
Операторы, каждый за своим столом, вручную подготовляют пресс-формы и устанавливают их на фиксатор свободного столика карусели установки 6А54. При повороте карусели пресс-формы подаются на позицию запрессовки, и по команде от кулачкового механизма привода стола шприц прижимается к пресс-форме. По окончании заполнения пресс-формы шприц автоматически (по сигналу датчика давления) отводится, и карусель, поворачиваясь, перемещает пресс-форму на позицию охлаждения. Столики карусели на позициях охлаждения с помощью копиров автоматически погружаются в ванну с охлаждающей водой. Поворотом рукоятки оператор может исключить погружение столика. В этом случае охлаждение происходит на воздухе. Команда на отвод шприца после заполнения пресс-формы может быть также подана оператором при нажатии на специальную педаль.
С помощью насосно-нагревательных станций поддерживается заданная температура в рубашках емкостей и магистралях с модельным составом: одна станция поддерживает температуру 70-90 °С, другая - 42-45 °С для состава ПС50-50 и 48-52 °С для состава Р-3 или иную заданную температуру.