
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Механизированная линия АВА730Л формовки, прокалки, заливки блоков и охлаждения отливок.
Механизированная линия АВА730Л формовки, прокалки, заливки блоков и охлаждения отливок (рис. 30) предназначена для получения отливок из черных и цветных сплавов методом литья по выплавляемым моделям в крупносерийном и массовом производстве.
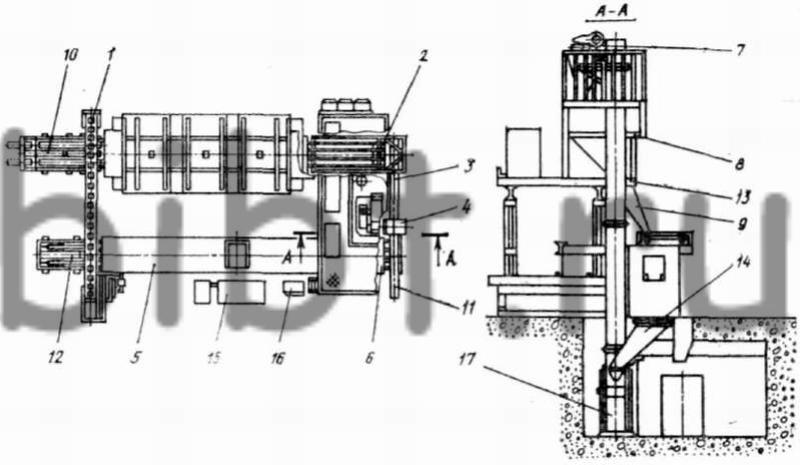
Рис. 30. Линия АВА730Л:
1 - конвейер пластинчатый; 2 - заталкиватель; 3 - транспортер шаговый; 4 - кантователь; б - камера охладительная; 6 - разделитель опок; 7 - циклон для пневмотранспорта; 8 - эстакада бункерная; 9 - затвор; 10 - вытаскиватель; 11 - транспортер толкающий; 12 - толкатель; 13 - площадка; 14 - лоток; 15 - гидрооборудование; 16 - электрооборудование; 17 - подставка
Техническая характеристика линии АВА730Л
Производительность, опок/ч 7
Время прокаливания, ч 8
Температура прокаливания, °С 1000-1100
Габариты опок, мм 680X350X500
Число опок в линии 140
Расход сжатого воздуха, м3/ч 2,5
Давление гидросистемы, МПа (кгс/см2) 3 (30)
Число электродвигателей 3
Установленная мощность, кВт 18
Габариты линии, мм 18560X8770X600
Масса линии, кг 30000
Агрегаты, входящие в линию, позволяют выполнять следующие операции: установку керамических форм в опоки и заформовку их наполнителем, уплотнение наполнителя в опоках, прокаливание керамических форм в газовой печи, заливку форм жидким металлом, охлаждение опок с залитыми блоками до 50-80 °С, расформовку опок и удаление металлических блоков, возврат наполнителя в бункер-накопитель, межоперационное транспортирование опок.
При этом опока перемещается по замкнутому пути, последовательно проходя перечисленные операции. В прокалочную печь опоки заталкиваются в два ряда, причем последующие опоки проталкивают через печь предыдущие опоки и Таким образом проталкивается вся стопка опок.
Для обеспечения проталкивания гидроцилиндр развивает усилие 150 кН. Через охладительную камеру опоки также проталкиваются в два ряда.
Расформовка опок производится в кантователе барабанного типа.
Шаговый транспортер, выталкиватель, толкатель охладительной камеры, разделитель опок, толкающий транспортер и кантователь приводятся в движение пневматикой, имеют независимые пневмосистемы и управляются от пневмозолотников и кранов вручную.
Пневмоцилиндр кантователя имеет шток-рейку, входящую в зацепление с малой шестерней приводного вала, несущего на концах две большие шестерни, которые зацепляются с зубчатыми венцами, закрепленными на периферии по краям кантователя. Опирается кантователь на четыре ролика, расположенные снизу. От горизонтальных перемещений его удерживают два ролика, расположенные сверху.
Заталкивание очередной опоки в печь производится после вытаскивания крайней опоки, прошедшей прокаливание. Сигнал на заталкивание подается сигнальной лампой, включаемой оператором со стороны заливки. О произведенной загрузке также сигнализируется.
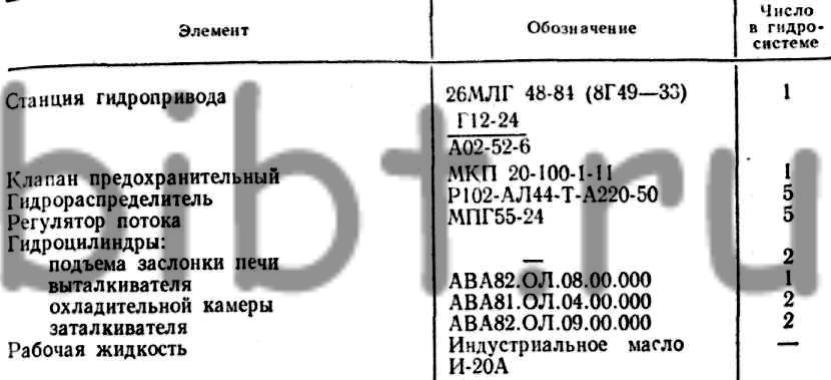
Заталкиватель, выталкиватель, заслонки печи, тележки охладительной камеры имеют гидравлический привод (табл. 34).
34. Элементы гидросистемы линии АВА730Л
Пластинчатый конвейер, элеватор и насос гидростации имеют электродвигатели. Пластинчатый конвейер соединен с электродвигателем через клиноременную передачу, цилиндрический редуктор и открытую пару шестерен.
Пневмоаппаратура и пневмоцилиндры смазываются от маслораспылителей, которые заливаются до контрольной точки индустриальным маслом И-20А и периодически по мере расхода масла пополняются. Остальное оборудование смазывается согласно таблице смазки, имеющейся в руководстве по эксплуатации.
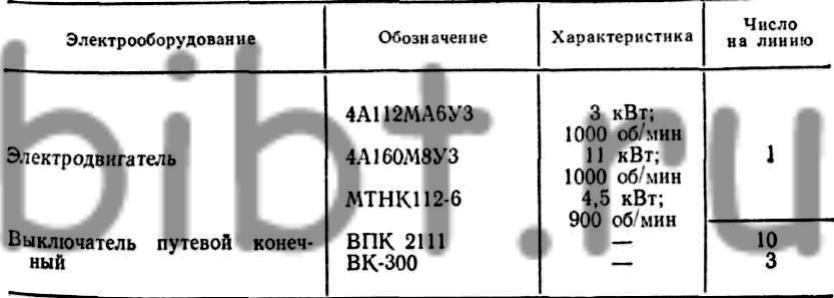
В табл. 35 приведено основное электрооборудование линии АВА730Л.
35. Электрооборудование линии АВА730Л
Глубина залегания фундамента зависит от грунта, но она не должна быть меньше 250 мм. При монтаже отдельные агрегаты выверяют по направляющим опок в продольном и поперечном направлениях с помощью уровня. Отклонение не должно превышать 0,75 мм на длине 1000 мм в обоих направлениях. Окончательно выверенные агрегаты подливают бетоном, а после его затвердевания - крепят фундаментными болтами.
На предварительно подготовленный фундамент оборудование монтируют в следующем порядке: печь для прокалки форм, заталкиватель опок и транспортер шаговый, кантователь и транспортер толкающий, охладительная камера, конвейер пластинчатый, вытаскиватель опок с направляющими и толкатель, обвязка трубопроводами, разводка электромагистралей, вентиляционная система.
Использование линии АВА730Л позволяет снизить потери блоков при прокалке, а также уменьшить брак литья с 30 до 5 % за счет закрепления блоков в опорном наполнителе.
Газовая печь для прокалки форм и элеватор ЛК-06 в комплект и стоимость поставки линии не входят и приобретаются заказчиком самостоятельно.
Линия может изготовляться с электрической прокалочной печью (мощность 360 кВт) - исполнение линии АВА740Л.