
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Автоматическая линия 64001 изготовления керамических форм.
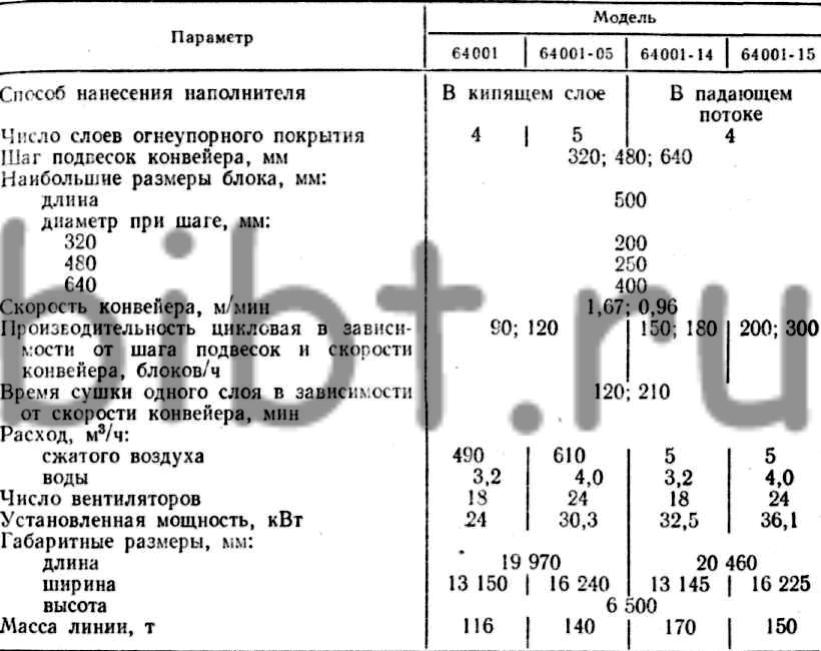
Автоматическая линия 64001 изготовления керамических форм (табл. 28 и 29) предназначена для послойного нанесения и сушки огнеупорного покрытия (с возможностью закрепления одного слоя алюмохлоридом) при многономенклатурном крупносерийном и массовом производстве литья по выплавляемым моделям.
28. Технические характеристики линий 64001, 64001-5, 64001-14, 64001-15 изготовления керамических форм
Конструкция линии не исключает возможности применения других разовых моделей, например выжигаемых (газифицируемых) или растворяемых моделей, так как в линии не предусмотрена установка для удаления из форм материала моделей.
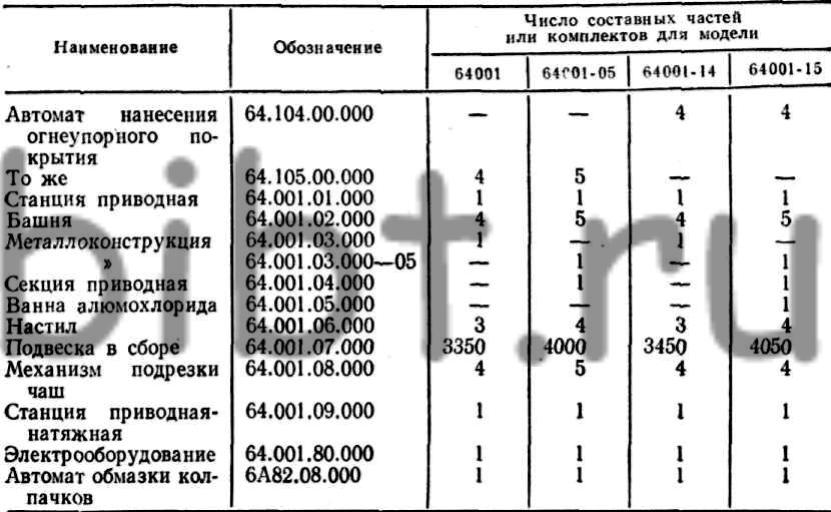
29. Составные части линий изготовления керамических форм
Линии выпускают в четырех исполнениях, отличающихся по способу нанесения наполнителя и числу слоев огнеупорного покрытия в керамической форме. В зависимости от исполнения линии на ней можно изготовить как самые дешевые отливки с применением жидкостекольного и алюмосиликатного покрытий, так и отливки с повышенными требованиями к их качеству.
Подвесной грузонесущий конвейер ЦПК-80Р (ГОСТ 5946-79Е) приобретается заказчиком самостоятельно (табл. 30).
30. Число составных частей конвейера ЦПК-80Р
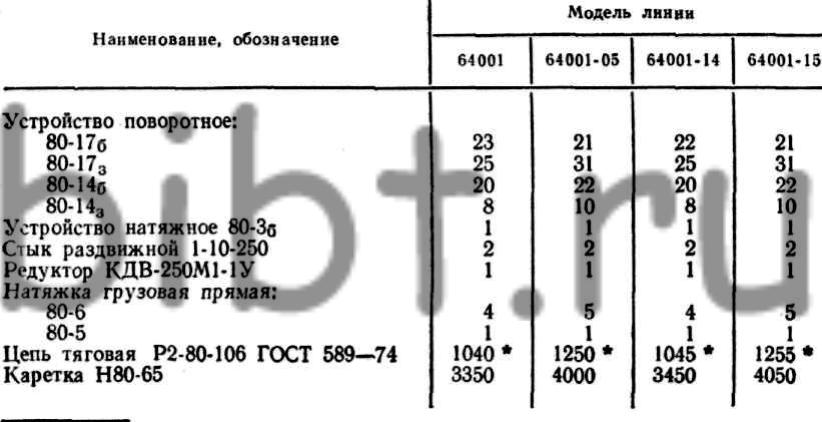
* Длина цепи, м.
Конвейер имеет большую длину (определяется временем сушки каждого слоя огнеупорного покрытия), поэтому привод его осуществляется от нескольких звездочек. При сушке четырехслойного покрытия конвейер располагается четырьмя секциями; в каждой секции имеется своя приводная звездочка; синхронное вращение всех звездочек обеспечивает приводная станция. При сушке пятислойного покрытия к приводной станции может быть добавлена еще одна звездочка, выделенная в приводную секцию, представляющую собой конический редуктор со звездочкой на тихоходном валу, соединяемый с одним из конических редукторов приводной станции с помощью трансмиссионного вала.
Секции сушки каждого слоя покрытия включают башни, выполненные из сварных рам, несущих поворотные и натяжные устройства и обеспечивающих, с целью сокращения занимаемой площади, удлинение конвейера на участке сушки в высоту на три уровня. Схема основной части трассы конвейера приведена на рис. 29.
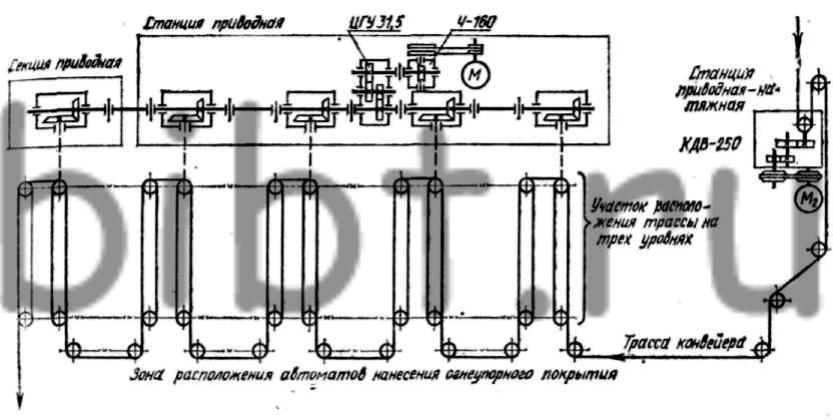
Рис. 29. Схема основной части трассы конвейера линии 64001
Важный элемент линии - пространственный грузонесущий подвесной конвейер, связывающий все агрегаты линии и обеспечивающий выполнение всех технологических операций по изготовлению керамических форм по заданной циклограмме.
Обводной участок конвейера служит для транспортирования блоков от места окончания сушки последнего слоя огнеупорного покрытия к участку выплавки. В случае применения ванны 672 выплавки модельного состава блоки транспортируют через ванну к участку съема блоков, затем подвески подаются к модельному участку, где на конвейер навешиваются подготовленные модельные блоки, и к автомату нанесения первого слоя огнеупорного покрытия.
Приводная-натяжная станция обеспечивает движение конвейера на обводном участке. Она состоит из электродвигателя и редуктора с приводной звездочкой, связанных клиноременной передачей, поворотного и натяжного устройств, объединенных в один блок.
Клиноременная передача при смене шкивов позволяет изменять скорость конвейера и соответственно время сушки и производительность.
Трасса конвейера и агрегаты размещены на металлоконструкциях с эстакадами для обслуживания механизмов конвейера и установки вентиляторов.
Расположение приводной-натяжной станции, колонн и поворотов обводного участка трассы конвейера проектируется заказчиком в зависимости от расположения смежных участков. При этом длина конвейера обводного участка не должна превышать 200 м. Если обводной участок конвейера расположен на одном уровне или сопротивление перемещению конвейера на этом участке не превышает 2 кН, то приводную-натяжную станцию допускается не использовать.
Модельный блок, собранный на специальном стояке, через байонет соединяется С подвеской, закрепленной на каретке конвейера, и перемещается по трассе.
Подвеска устроена так, что позволяет с помощью копиров, размещенных на трассе, осуществлять манипуляции с блоком: вращение, перенос через края ванн и емкостей, движение в горизонтальном и наклонном положении и т. д. Стояк имеет резьбовой наконечник (колпачок), удерживающий модельные звенья и керамическую форму после выплавления модельного состава. После нанесения каждого слоя до его сушки специальный механизм, размещенный в каждой секции, подрезает торец чаши.
Резьбовой наконечник обмазывается тремя слоями модельного состава в автомате обмазки колпачков последовательным окунанием его в три небольшие ванны, расположенные в обогреваемой горячей водой емкости с расплавленным модельным составом. Каждая ванна имеет пневмоцилиндр подъема. Подвеска, проходя над ванной, нажимает на ролик пневмозолотника, направляющего сжатый воздух в поршневую полость цилиндра подъема, и ванна, наполненная модельным составом, поднимается, а колпачок погружается в нее. После этого ванна сразу опускается.
Линия заменяет установку 6А82 с пятью автоматами 6А67 нанесения огнеупорного покрытия, при этом производительность увеличивается с 200 до 300 блоков/ч, а занимаемая площадь сокращается в 1,3 раза.
В механизмах линии использованы подшипники качения (табл. 31).
31. Подшипники качения, использованные в конвейере ГН-80Р
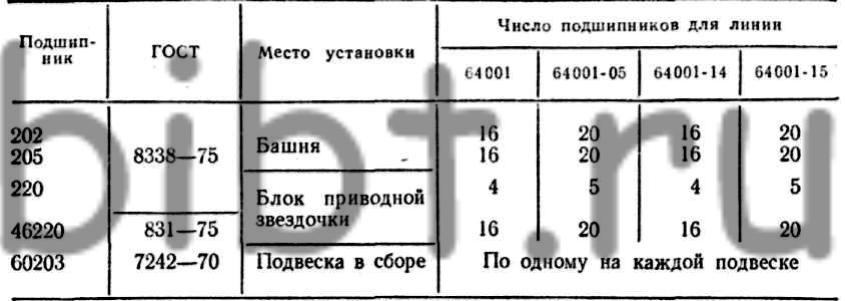
Примечание. Остальные подшипники выбирают согласно инструкциям по эксплуатации на комплектующие изделия.
Пневмосистема предназначена для привода цилиндров подъема ванночек механизма обмазызания колпачков.
Электроаппаратура управления и защиты устанавливается на панели электрошкафа, электропитание поступает к оборудованию через этот же шкаф. Для ввода в шкаф применяют кабели или провода, сечение которых выбирают исходя из мощности приводов. Кроме электрошкафа, имеются пульты управления и сигнализации, кнопочные посты и ящики управления автоматами нанесения покрытия, кнопочные посты аварийной остановки конвейера, устанавливаемые на каждой секции у приводной станции.
В каждой секции линии устанавливают также конечные выключатели: три - на подъеме конвейера и два - на натяжных станциях. Конечные выключатели введены в цепь управления конвейером и служат для его отключения при обрывах цепи. Приводная-натяжная станция управляется автоматически тремя конечными выключателями. Четыре конечных выключателя служат для отключения линии в аварийных ситуациях. При пуске конвейера предварительно включают звуковую (на 7-10 с) и световую сигнализации. На пульте сигнализации размещены сигнальные лампы (по числу групп вентиляторов). В случае отключения одного из вентиляторов лампа группы загорается. Типы используемых электродвигателей приведены в табл. 32.
32. Число электродвигателей, используемых на линии 64001
| Электродвигатель | Обозначение | Число на линию |
Приводной станции |
B100L4-У2 | 1 |
Приводной-натяжной станции |
B90L4-У2 | 1 |
Пескосыпа |
B100L4-У2 | 5 |
Ванны обмазки |
B90L4-У2 | 5 |
Бака хранения огнеупорного покрытия |
ВАО-41-6 | 1 |
Вентиляция камеры сушки должна обеспечивать пятикратный обмен воздуха за час. Отсос воздуха из камер должен быть равен его притоку. При нанесении комбинированного покрытия секции сушки слоев разделяют перегородками и в каждую подается воздух с соответствующими параметрами (табл. 33).
33, Параметры воздуха при сушке покрытий

Для случаев выхода из строя основной вентиляции предусматривается аварийная вентиляция. Приточная труба располагается не ниже 6,5 м от нулевой отметки, и отсасывающая - не выше 0,5 м этой отметки (по возможности на разных концах камеры). Допустимая скорость воздуха в рабочих проемах 1,5-4 м/с.
От остального оборудования линии обеспечивается отсос воздуха в следующих количествах, м3/ч:
Пескосып 2500
Установка «кипящего слоя» 5000
Ванна обмазки 1500
Глубина заложения фундамента зависит от грунта. Проектирование фундамента выполняется с учетом нагрузок на опоры металллоконструкций трассы конвейера. Основная часть фундамента под опоры металлоконструкций и башен сушильной камеры для пятислойного покрытия увеличена на одну секцию по сравнению с фундаментом камеры для нанесения четырехслопного покрытия. Размеры по осям опор остаются неизменными. Максимальная вертикальная нагрузка на фундамент башни - 160 кН, на опору - 25 кН.
В зависимости от способа нанесения покрытия и типа автомата часть фундамента линии под автоматами существенно изменяется. Изменяется также расположение опор трассы конвейера. У автоматов вертикальная нагрузка на опору трассы конвейера составляет 5 кН, горизонтальная нагрузка на отметке +1500 мм - 16 кН, опрокидывающий момент - 24 кН*м.
При использовании в линии пескосыпов рекомендуется предусматривать под ними канал шириной 1200 мм и глубиной не менее 600 мм для конвейера уборки отходов.
Монтаж линии рекомендуется начинать с установки башен, затем колоннопор приводной станции и закрепления самой станции. После этого монтируют остальные колонны и балки металлоконструкций сушильной камеры и трассы конвейера. Особое внимание обращается на стыки пути конвейера и прямолинейность трассы между поворотами. По окончании монтажа сушильной камеры ведется монтаж обводного участка трассы и автоматов нанесения покрытий.
Наладка линии сводится к проверке трассы конвейера и установке по имитаторам копиров, обеспечивающих технологические перемещения блоков.