
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Дозатор-манипулятор ДМ-4 для набора расплавленного металла из печи и транспортирования его с последующей заливкой в камеру прессования машины литья под давлением.
Дозатор-манипулятор ДМ-4 (рис. 13, табл. 16) предназначен для набора расплавленного металла из печи и транспортирования его с последующей заливкой в камеру прессования машины литья под давлением (усилие запирания пресс-формы 2500 и 4000 кН).
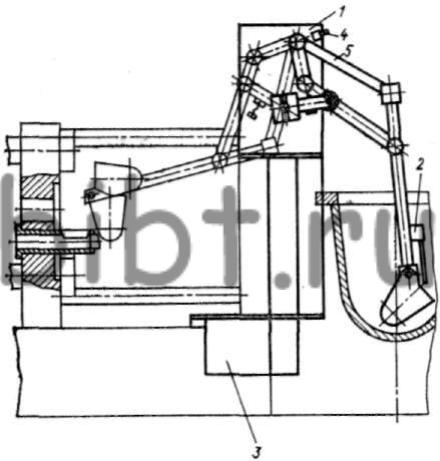
Рис. 13. Схема движения дозатора-манипулятора ДМ-4
16. Составные части манипулятора ДМ-4
| Позиция на рис. 13 | Составная часть | Обозначение |
| 1 | Привод | ДМ4.10.000 |
| 2 | Датчик | ДМ4.20.000 |
| 3 | Кронштейн | ДМ4.30.000 *1 |
| 4 | Датчик уровня металла | ДМ4.35.000 |
| 5 | Кулиса | ДМ4.40.000 |
| - | Электрошкаф | ДМ4.81.000 |
| - | Кронштейн | ДМ4.30.000-01 *2 |
*1 К машине с усилием запирания пресс-формы 2500 кН.
*2 К машине с усилием запирания пресс-формы 4000 кН.
Техническая характеристика дозатора-манипулятора ДМ-4
Доза алюминиевого сплава, кг:
наибольшая 6
номинальная 3,6
наименьшая 0,2
Точность дозирования, % ±2
Время переноса дозы, с 3-6
Габаритные размеры, мм 1500X600X1400
Масса, кг 600
Ковш перемещается от раздаточной печи к машине с помощью рычажного (пантографного) механизма - кулисы. Размеры рычагов выбраны из условия оптимальной траектории движения ковша. Привод рычажного механизма осуществляется от электродвигателя постоянного тока через червячный редуктор. Опрокидывание ковша производится посредством цепной передачи через червячный редуктор от электродвигателя постоянного тока. Элементы кинематики приведены в табл. 17.
17. Элементы кинематики манипулятора ДМ-4
| Элемент | Обозначение | ГОСТ | Число в манипуляторе |
Редуктор |
РЧУ-63А-80-1-1-2 | ГОСТ 13563-80 | 1 |
Звездочка |
z=11 | 4 | |
Цепь |
ПР-12,7-1820-2 | ГОСТ 13568-75 | 2 |
Редуктор |
РЧУ-100А-80-1-1-2 | ГОСТ 13563-80 | 1 |
Шестерня |
z = 18, m = 2 мм | - | 1 |
Колесо |
z = 54, m = 2 мм | - | 1 |
В манипуляторе использованы подшипники качения (табл. 18).
18. Подшипники качения (класс точности 0) кулисы манипулятора ДМ-4
| Подшипник | ГОСТ | Число в кулисе |
| 205 | ГОСТ 8338-75 | 7 |
| 207 | ГОСТ 8338-75 | 2 |
| 60205 | ГОСТ 7242-70 | 5 |
| 60206 | ГОСТ 7242-70 | 2 |
| 60207 | ГОСТ 7242-70 | 2 |
В дозаторе-манипуляторе ДМ-4 применены электродвигатели: ПБВ100М (0,75 кВт; 1000 об/мин) для перемещения ковша и СЛ-661М (0,23 кВт; 2400 об/мин) для его поворота.
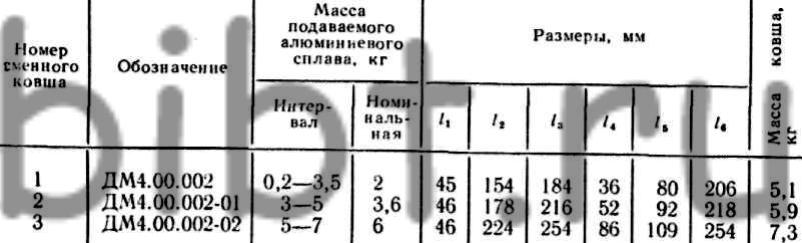
В манипуляторе предусмотрено применение трех сменных мерных ковшей (рис. 14, табл. 19).
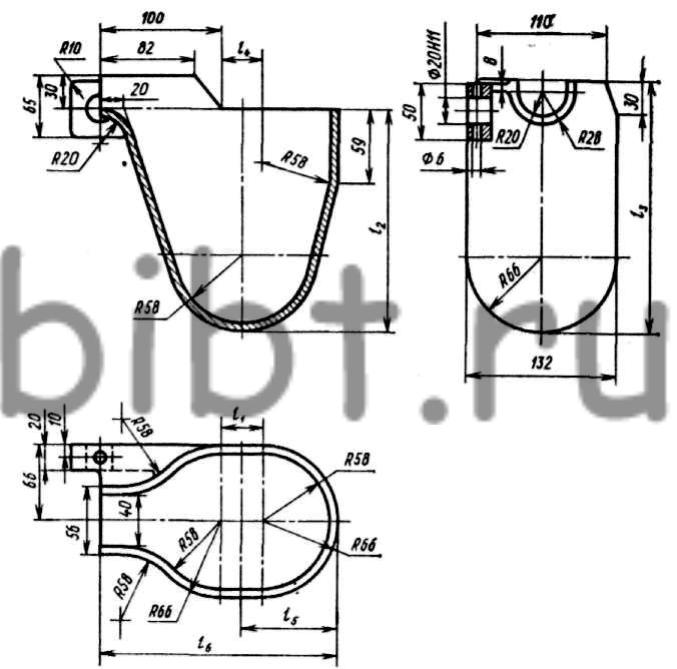
Рис. 14. Сменные ковши дозатора-манипулятора ДМ-4
19. Основные размеры и характеристики сменных ковшей
Примечание. Материал ковша - серый чугун СЧ 15 по ГОСТ 1412-70.
Для предохранения ковша от воздействия расплава и для придания его внутренней поверхности свойства несмачиваемости расплавом на эту поверхность наносят специальное покрытие состава, %: 20 окиси цинка (ГОСТ 10262-73); 5 кремнекислого натрия (ГОСТ 4239-62); 75 воды. Поверхности ковша предварительно очищают или подвергают дробеструйной обработке. Затем ковш нагревают до 50-60 °С и наносят краску в три слоя с промежуточной просушкой каждого слоя.