
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ЛИНИИ БЕЗОПОЧНОЙ ФОРМОВКИ. Комплексные автоматические линии КЛ2002 и АЛ23714.
Линии безопочной формовки подразделяют:
по виду сборки форм (брикетов) — на горизонтально-стопочные, вертикально-стопочные и с парной сборкой;
по числу формовочных потоков — на однопоточные и двухпоточные.
Вид линии определяют преимущественно по конструкции формовочного автомата и транспортной системе для форм. Наиболее освоенными являются линии безопочной формовки со сборкой форм в горизонтальную стопку. Основные преимущества изготовления форм и отливок на автоматических линиях безопочной формовки со сборкой в горизонтальную стопку по сравнению с опочной формовкой на автоматических линиях:
отсутствие опочной оснастки;
отсутствие транспортных средств и механизмов для перемещения и манипуляций с пустыми опоками;
простота устройств для выбивки безопочных форм;
сравнительная простота автоматизации процесса изготовления форм, их сборки и выбивки;
отсутствие устройств, нагружающих формы во время их заливки и кристаллизации металла;
улучшение вентиляции форм на протяжении всего процесса их заливки в связи с вертикальным расположением разъема форм;
улучшение условий вентиляции стержней, располагаемых, как правило, параллельно плоскости разъема форм;
высокая производительность;
экономия производственных площадей.
Кроме того, подача смеси в камеру прессования пескодувным способом позволяет одновременно дозировать смесь и предварительно уплотнять ее. При двустороннем прессовании получают равномерную плотность (твердость) обоих отпечатков формы. Используют также подогрев моделей до температуры на 10—15 °С выше температуры смеси, что предотвращает конденсирование влаги на моделях и прилипание к ним формовочной смеси.
Комплексные автоматические линии КЛ2002 и АЛ23714 (рис. 2, табл. 1) безопочной горизонтально-стопочной формовки, сборки, заливки и выбивки предназначены для изготовления мелких и средних стержневых и бесстержневых отливок из черных и цветных сплавов в условиях массового и крупносерийного производства.
В пескодувных узлах линий клапаны вдува и сброса выполнены раздельно, что позволяет экономнее расходовать воздух при вдуве смеси в формовочную камеру.
Управление заливочной машиной осуществляется с ее пульта, который связан световой сигнализацией с пультом управления линией.
Автоматическая линия АЛ2002 (см. рис. 2) безопочной горизонтально-стопочной формовки входит в комплексную автоматическую линию КЛ2002, предназначена для изготовления разовых литейных форм для мелких и средних стержневых и бесстержневых отливок из черных и цветных металлов и сплавов в условиях массового и крупносерийного производства.
Увеличить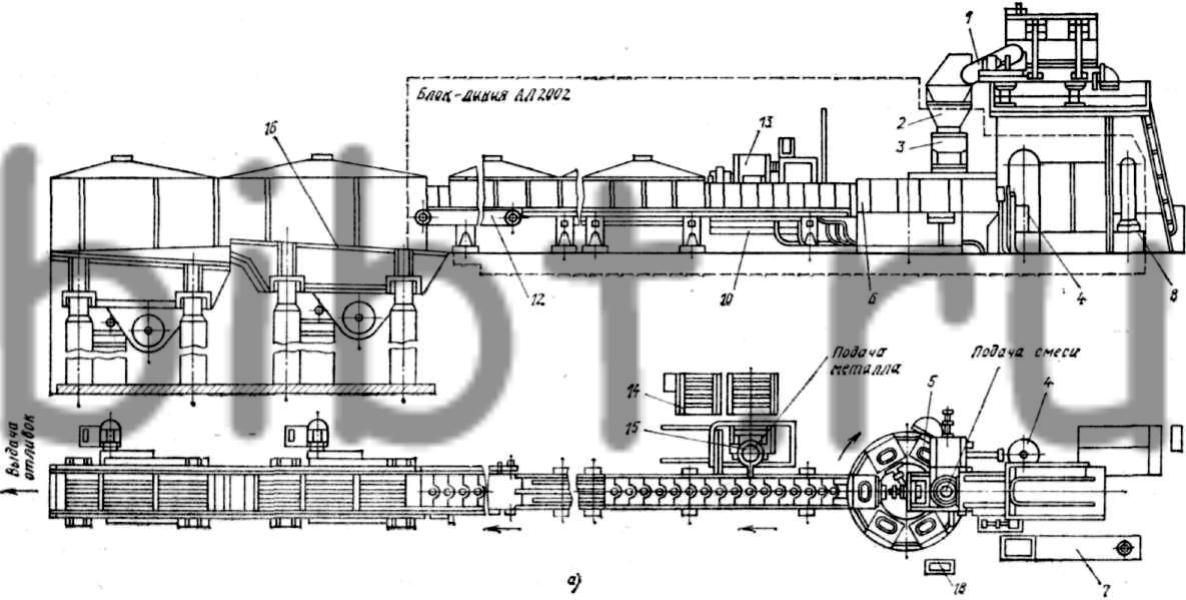
Увеличить
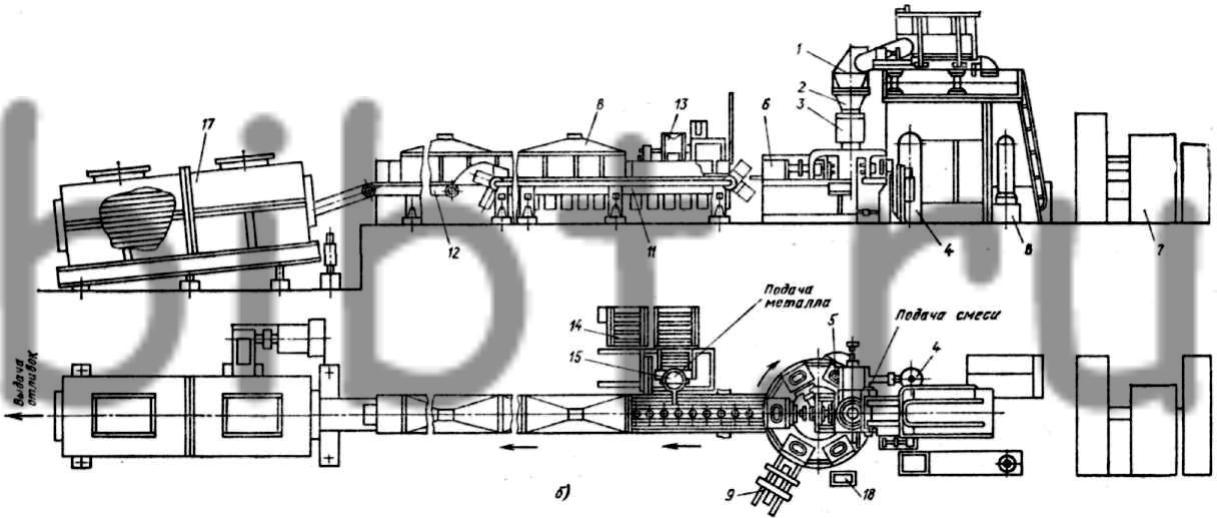
Рис. 2. Комплексные автоматические линии КЛ2002 (а) и АЛ23714 (б) безопочной горизонтально-стопочной формовки, сборки, заливки и выбивки:
1 - дозатор ленточный 19613; 2 - бункер; 3 - пескодувная головка; 4 — ресивер; 5 — формовочный автомат; 6 — поворотный стол; 7 — гидроагрегат; 8 — гидроаккумулятор УГ. 210.000; 9 — стержнеукладчик; 10 — шаговый конвейер; 11 — цепной конвейер; 12 — ленточный конвейер; 13 — заливочная машина 4126А; 14 — роликовый конвейер заливочной машины; 15 — заливочный ковш; 16 — выбивающая вибрационно-инерционная решетка 31222; 17 — выбивающий барабан 31312; 18 — пульт управления линией