
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Манипуляторы для смазывания пресс-форм.
На соприкасающиеся с жидким металлом поверхности пресс-форм наносят смазочные материалы (разделительные составы), различные по составу и консистенции. В целях автоматизации этой операции разрабатывают и внедряют жидкие смазки, наиболее легко поддающиеся распылению и нанесению на поверхности механизированным способом. Для распыления используют форсунки типовых конструкций, одна из которых показана на рис. 21. Для смазызания простых пресс-форм форсунки устанавливают стационарно, закрепляя их на специальных штативах в пазах плит-формодержателей машин литья под давлением.
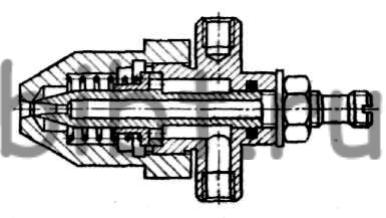
Рис. 21. Типовая форсунка для смазывания пресс-форм
Для смазывания сложных пресс-форм блок форсунок вводится в разъем пресс-формы манипулятором смазки. Один из манипуляторов, нашедший широкое применение в комплексах с усилием запирания пресс-форм машин 1600 и 2500 кН, приведен на рис. 22. Манипулятор закрепляют на верхней противоположной от оператора колонне, поэтому он может поворачиваться в вертикальной плоскости. В движение манипулятор приводится пневмоцилиндром.
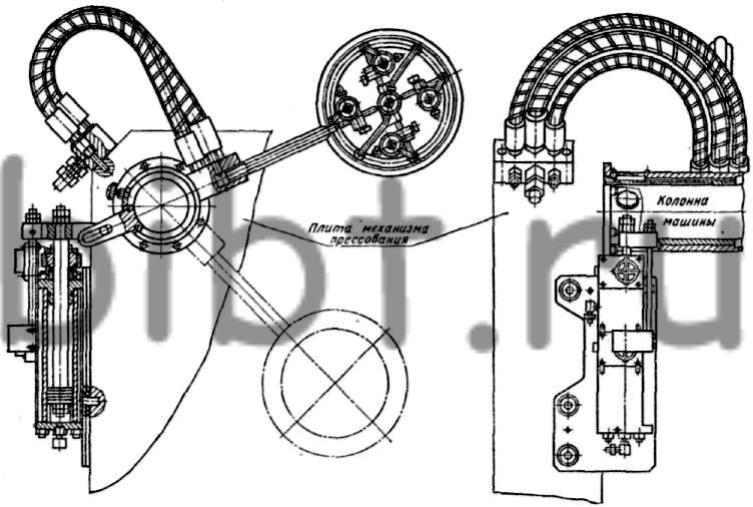
Рис. 22. Поворотный манипулятор для смазки пресс-форм
Типовая схема манипулятора для смазывания пресс-форм приведена на рис. 23. Манипулятор монтируют на неподвижной плите машины литья под давлением. Составные части манипуляторов ЛМС 63 и ЛМС 80 унифицированы (табл. 25). Угол наклона форсунок и их расположение в блоке могут в некоторых пределах регулироваться с целью охвата факелами смазочного материала всей поверхности пресс-формы.
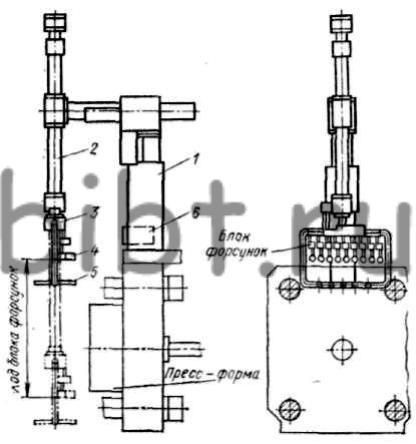
Рис. 23. Типовая конструкция манипулятора для смазки пресс-форм
25. Составные части манипуляторов ЛМС 63 и ЛМС 80
| Позиция на рис. 23 | Составная часть | Обозначение |
| 1 | Стойка |
ЛМС 80.01.000 |
| 2 | Механизм перемещения |
ЛМС
63.01.000 ЛМС 80.02.000 |
| 3 | Панель |
ЛМС 80.03.000 |
| 4 | Форсунка * |
ЛМС 80.04.000 |
| 5 | Рамка обдувная |
ЛМС 80.05.000 |
| 6 | Редуктор |
ЛМС 80.06.000 |
| - | Агрегат подачи смазочного материала |
ЛМС
63.61.000 ЛМС 80.61.000 |
| - | Пневмопанель |
ЛМС 80.62.000 |
| - | Узел подготовки воздуха |
ЛМС 80.63.200 |
| - | Электрошкаф |
ЛМС 80.80.000 |
* Для манипулятора ЛМС 63 используют пять форсунок, для ЛМС 80 - семь форсунок.
Пресс-формы смазывают либо в каждом цикле работы машины литья под давлением, либо по счетчику циклов (оптимально через каждые шесть циклов).
Смазывание и обдув сжатым воздухом пресс-форм выполняют одним из следующих способов:
при ходе подвижного блока вверх или вниз пресс-форма обдувается, а распыление смазочного материала проводится во время остановки блока в нижнем положении; время смазывания регулируется;
смазывание проводится при ходе подвижного блока вниз, обдув - при его ходе вверх.
Во время пропуска циклов манипулятор может по заданию программы либо находиться в верхнем положении неподвижно, либо совершать ход вверх-вниз, обдувая пресс-формы. Для того чтобы избежать застоя смазочного материала в подводящих каналах и их засорения, в манипуляторе предусмотрена замкнутая смазочная система с непрерывной циркуляцией смазки. Кинематическая схема типового манипулятора смазки приведена на рис. 24, элементы кинематики - в табл. 26.
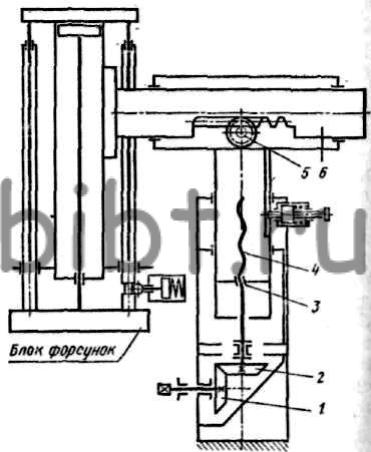
Рис. 24. Кинематическая схема манипулятора для смазки пресс-форм
26. Элементы кинематики манипулятора смазки
| Позиция на рис. 24 | Элементы | Характеристика | Назначение |
| 1;2 | Конические шестерни редуктора |
z = 30; m = 2 мм;ширина 14 мм | Регулирование стойки по высоте |
| 3; 4 | Винт-гайка стойки |
Tr 32X6 | |
| 5; 6 | Шестерня-рейка |
z = 20; m = 2 мм; ширина 25 мм | Регулирование вылета блока форсунок |
В манипуляторе ЛМС 63 в качестве агрегата для подачи смазки использован красконагнетательный бачок БКР-40-4 вместимостью 40 л. Для манипуляторов ЛМС 80 и ЛМС 100 предусмотрен специальный агрегат подачи смазочного материала с насосом типа Г11-22 (подача 18 л/мин), приводимым во вращение электродвигателем АОЛ2-12-4 (0,8 кВт, 1440 об/мин).
Форсунки манипулятора соединены с агрегатом для подачи смазки системой трубопроводов и гибкими рукавами типа Г (IV)-10-20-У (ГОСТ 18698-73). В некоторых случаях манипулятор для смазывания пресс-форм объединяют с устройством для смазывания пресс-поршня. Например, в установке А9740 для машин литья под давлением с усилием запирания 6300, 8000 и 10 000 кН имеется наряду с системой смазки пресс-формы специальная независимая система смазки пресс-поршня.
Система смазки пресс-поршня включает: форсунки (2 шт.), емкость для смазочного материала (60 л), насос типа БГ11-11 [подача 8 л/мин, давление до 0,5 (5) МПа (кгс/см2)], электродвигатель АОЛ 41-6.