
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА 3.
ПРОГРАММНОЕ УПРАВЛЕНИЕ ЛИТЕЙНЫМ ОБОРУДОВАНИЕМ
Программное управление является одним из типов систем управления отдельными машинами, комплексами, комплектами машин и линиями. Эти системы классифицируют по ряду признаков. Например, в зависимости от физической природы сигналов и команд различают пневматические, гидравлические, электрические электронные и комбинированные системы управления; по организационной и иерархической структуре линий — автономные, децентрализованные и централизованные системы управления; по природе и виду программы и программоносителя — управление от копиров и командоаппаратов, управление по времени, управление по пути, следящие, числового программного управления, адаптивного управления, самонастраивающиеся системы, с записью и автоматическим воспроизведением программы.
Под системами программного управления понимают системы управления по легко и быстроизменяемой программе, поэтому системы управления, с помощью которых выдерживают однажды заданные, не изменяющиеся в процессе эксплуатации цикл и режимы работы оборудования, не могут быть отнесены к системам программного управления.
Наиболее распространены в машиностроении числовая (ЧПУ) и цикловая системы программного управления. В литейном производстве наиболее освоено цикловое программное управление (рис. 1).
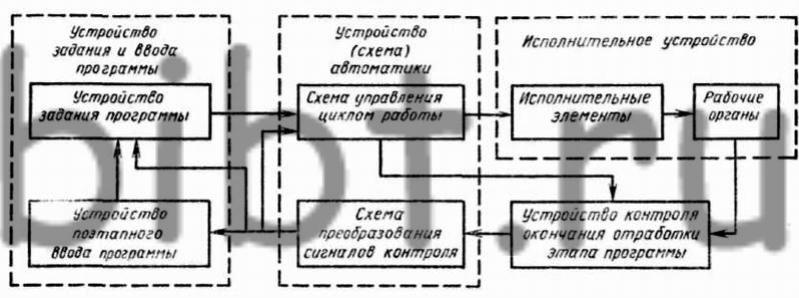
Рис. 1. Функциональная схема цикловой системы программного управления
Основное отличие цикловых систем управления от систем ЧПУ — отсутствие в их программе цифровой информации о заданных линейных и угловых перемещениях, поэтому цикловые системы имеют менее сложную структуру, конструкцию и схему элементов. Вместе с тем технологические возможности цикловых систем по сравнению с ЧПУ менее широки. При цикловом управлении программа содержит в цифровом виде только информацию о цикле и режимах операций, а пути перемещения рабочих органов задаются настройкой упоров, воздействующих на путевые переключатели. В сложные системы циклового программного управления может входить управление от копиров, командоаппаратов, по времени, по пути и некоторым другим изменяющимся параметрам, например давлению, температуре и высоте уровня металла, смеси и др. При этом замена программы может проводиться набором ее части на пульте управления, частично заменой копиров, перестановкой упоров конечных выключателей или иной настройкой. Другой вид программного управления, довольно часто встречающийся в литейном оборудовании, — следящие системы, которые можно комбинировать с цикловыми системами.
За последнее время среди управляющих систем все большее распространение получают программируемые (перенастраиваемые) командоконтроллеры на базе мини-ЭВМ разного типа. Благодаря широким возможностям мини-ЭВМ такие командоконтроллеры позволяют вводом в них соответствующей программы использовать их для разнотипного оборудования. При этом унифицируется элементная база системы управления, исключается комплекс работ по составлению и выполнению в металле целого ряда монтажных схем, резко снижаются габариты систем, повышается их надежность, что особенно важно для сложных и развитых систем управления. В литейном оборудовании системы управления с программируемыми командоконтроллерами отнесены к системам программного управления.
Остальные виды систем [адаптивные, самонастраивающиеся и имеющие автоматическую запись и воспроизведение (самообучающиеся) системы] в литейном оборудовании встречаются довольно редко.
Необходимыми условиями для изготовления качественных отливок являются контроль и регулирование технологических параметров процесса, состава и свойств эксплуатационных материалов и жидкого металла, состояния и работы основного технологического оборудования, транспортных устройств и средств механизации. В условиях резкого повышения производительности, ужесточения требований к качеству отливок и соответственно повышения конструктивной сложности оборудования и систем управления рабочий или оператор не могут обеспечить оперативный контроль за возрастающим числом параметров, движений, ходом выполнения операций процесса, поэтому наиболее необходимы в настоящее время разработка, внедрение и освоение систем программного управления литейным оборудованием.
Все коммутационные аппараты с механическими переключающими элементами в литейных цехах подвержены интенсивному износу вследствие тяжелых условий работы (запыленности и загазованности воздуха). Поэтому срок службы аппаратов резко сокращается. Для поддержания постоянной работоспособности систем управления необходимы частые осмотры и ремонт контактной аппаратуры, выполнение которых требует затрат времени и высокой квалификации обслуживающего персонала. Наибольший эффект в повышении надежности управления дает замена контактной аппаратуры на бесконтактную, не имеющую подвижных частей, изнашивающихся и подгорающих контактов. Частота включения и отключения безконтактных выключателей не оказывает существенного влияния на срок их службы. Замена контактных конечных выключателей, число которых в сложных автоматических литейных линиях может доходить до 250, на бесконтактные резко повышает надежность всей линии.