
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Аэраторы для разрыхления формовочных смесей.
Аэраторы для разрыхления формовочных смесей (табл. 51-54).
51. Техническая характеристика универсальных аэраторов 16113, 16114, 16115, 16П6.
| Параметр | 16113 | 16114 | 16115 | 16П6 |
Производительность по разрыхленной смеси, м3/ч |
40 | 80 | 125 | 240 |
Диаметр ротора, мм |
560 | 710 | 900 | 1120 |
Число лопаток |
24 | 32 | 40 | 48 |
Частота вращения ротора, об/мин |
640 | 580 | 480 | 380 |
Размеры загрузочного окна, мм: |
||||
длина |
700 | 910 | 1210 | 1370 |
ширина |
440 | 450 | 500 | 600 |
Диаметр отсасывающего патрубка, мм |
300 | 375 | 500 | 600 |
Количество отсасываемого воздуха, м3/ч |
2000 | 2500 | 3500 | 7000 |
Установленная мощность, кВт |
7,5 | 13 | 22 | 37 |
Габаритные размеры, мм: |
||||
длина |
2840 | 3580 | 4360 | 5340 |
ширина |
1310 | 1500 | 1766 | 2125 |
высота |
930 | 1200 | 1350 | 1600 |
Масса, кг |
800 | 910 | 1550 | 2350 |
52. Техническая характеристика надленточных аэраторов 16132 (16142), 16133 (16143), 16134 (16144), 16135 (16145), 16136 (16146).
| Параметр | 16132 (16142) | 16133 (16143) | 16134 (16144) | 16135 (16145) | 16136 (16146) |
Производительность по разрыхленной смеси, м3/ч |
70 | 100 | 160 | 200 | 240 |
Ширина ленты конвейера, мм |
650 | 800 | 1000 | 1200 | 1400 |
Диаметр гребенчатого вала |
460 | 560 | |||
Число зубьев гребенки |
6 | 9 | 12 | 16 | |
Расстояние между зубом гребенчатого вала и конвейерной лентой, мм |
10-35 | ||||
Частота вращения гребенчатого вала, об/мин |
570 | 530 | |||
Установленная мощность, кВт |
7,5 | 11 | 22 | 30 | |
Количество отсасываемого воздуха, м3/ч |
4500 (600) | 5000 (800) | 5500 (1000) | 5800 (1100) | 6000 (1200) |
Габаритные размеры, мм: |
|||||
длина |
2345 | 2480 | |||
ширина |
1065 | 1290 | 1495 | 1732 | 1935 |
высота |
2165 | 2385 | |||
Масса, кг |
920 (905) | 1080 (990) | 1165 (1080) | 1535 (1475) | 1645 (1575) |
53. Подшипники качения (класс точности 0) аэраторов *
| Обозначение (ГОСТ 8545-75) | Аэратор |
11210 |
16132, 16133, 16134, 16142, 16143, 16144 |
11312 |
16135, 16136, 16145, 16146 |
* Используется по два подшипника на аэратор.
54. Электродвигатели аэраторов
| Аэратор | Обозначение электродвигателя |
16132, 16142 |
4A132S4У3 |
16133, 16134, 16143, 16144 |
4А132М4У3 |
16135, 16145 |
4A180S4У3 |
16136. 16146 |
4А180М4У3 (А02-72-4) |
Для улучшения пластичности, формуемости приготовленных смесей с глинистыми связующими производится их доводка, заключающаяся в вылеживании смесей в бункерах-отстойниках и их разрыхлении перед выдачей в формовочные агрегаты. Аэраторы разрыхляют смесь либо при пересыпке с ленты на ленту, либо при движении на ленте конвейера. В табл. 2 первые аэраторы условно определены как универсальные, вторые - как надленточные. Надленточные аэраторы подразделяются па аэраторы отработанной и готовой смеси.
Схемы аэраторов представлены на рис. 7.
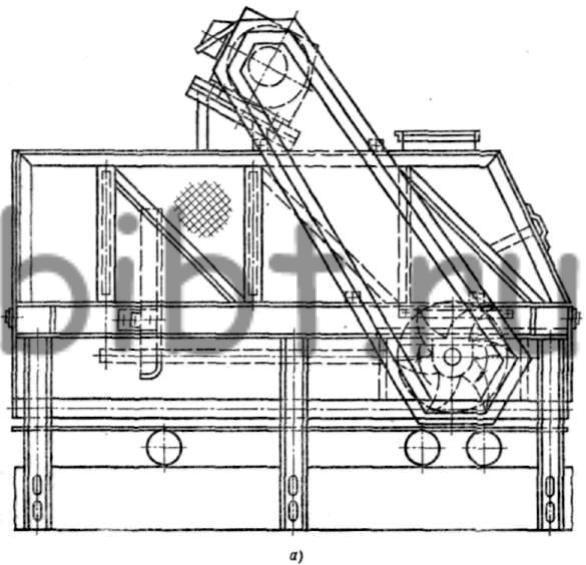
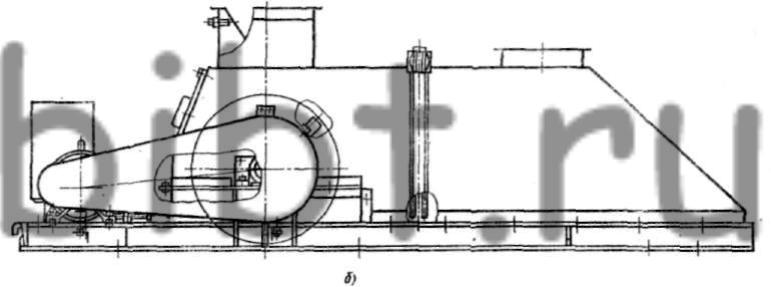
Рис. 7. Аэраторы:
а - надленточный 16134; б - универсальный 16114
Основные узлы аэраторов: сварная рама с установленными на ней подшипниками, в которых вращается ротор, сварной кожух, электродвигатель, шкаф электроаппаратуры, ограждение.
На валу ротора универсального аэратора смонтированы державки с четырьмя сменными лопатками. В кожухе над лопатками - загрузочная воронка с двумя заслонками для регулирования потока смеси. В верхней части кожуха расположен вентиляционный патрубок для отсоса пыли. Подача смеси должна производиться разномерно на вращающийся ротор, который отбрасывает лопатками смесь на свободно подвешенные в кожухе ряд цепей. Ударяясь о цепи, комья дробятся, смесь взрыхляется и падает на конвейер, который выносит ее из аэратора. Крепление аэраторов на металлоконструкциях смесеприготовительного отделения осуществляется болтами M16.
В сварном коробчатом корпусе, облицованном изнутри резиной, смонтированы на подшипниках качения гребенчатый вал, гребенка и отражательная перегородка. На гребенчатом валу закреплены серповидные зубья, смещенные относительно друг друга на 60°. Число зубьев гребенчатого вала у аэраторов:
отработанной смеси
| 16132 | 16133 | 16134 | 16135 | 16136 |
| 9 | 14 | 18 | 21 | 23 |
готовой смеси
| 16142 | 16143 | 16144 | 16145 | 16146 |
| 18 | 27 | 35 | 40 | 45 |
Вал с зубьями приводится во вращение от электродвигателя через клиноременную передачу, закрываемую кожухом. У корпуса предусмотрены крышка для осмотра рабочего пространства и вентиляционный патрубок для отсоса пыли.
Во время работы аэратора смесь подается ленточным конвейером под гребенчатый вал, захватывается его зубьями, с силой отбрасывается на гребенку и отражательную перегородку, дробится, разрыхляется, падает вновь на конвейер и выносится из аэратора. Движение конвейера и направление вращения гребенчатого вала должны совпадать. Расстояние между зубом гребенчатого вала и лентой регулируется устанавливаемыми под корпуса подшипников вала сменными пластинами, входящими в комплект поставки.
К металлоконструкции ленточного конвейера в месте, предусмотренном проектировщиками, аэратор крепится посредством шести опор.