
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Восстановление клапанов и распределительных валов. Схема установки для плазменной наплавки клапанов.
Тарелки клапанов с наплавленными фасками. Технологический процесс восстановления тарелки клапана.
Клапаны. Ресурс клапанов автотракторных двигателей лимитируется главным образом износом его фаски, в результате чего в соединении седло - фаска клапана увеличивается глубина погружения его тарелки относительно поверхности головки блока цилиндров, что ведет к ухудшению экономических показателей двигателя: снижению мощности, повышению расхода топлива, масла и др. Фаску, как правило, восстанавливают шлифованием. При износе до размера менее номинального клапан приходится заменять новым или восстанавливать.
Быстрый износ фасок клапанов объясняется тем, что в процессе работы они подвергаются химическому и тепловому воздействию, и через фаску в 3-5 раз отводится больше теплоты, чем через стержень. Практически все клапаны поступающих в ремонт двигателей имеют износ по фаске тарелки.
В повышении прочности фасок вновь изготовляемых клапанов хорошо себя зарекомендовал способ наплавки сжатой дугой прямого действия на установке У-151, разработанной ИЭС им. Е. О. Патона. На заготовку клапаны укладывают литое кольцо, которое затем сплавляют сжатой дугой. Попытка перенести опыт этого способа для наплавки изношенных клапанов не дала положительных результатов. Это объясняется тем, что высота цилиндрического пояска тарелки клапана в результате износа уменьшается до 0,4-0,1 мм, и наплавка тонкой кромки фаски вследствие неравномерного прогрева головки клапана и наложенного присадочного кольца затруднена: происходит подгорание.
Эффективным способом восстановления клапанов является способ плазменной наплавки с подачей жаропрочных порошковых твердых сплавов на изношенную фаску. Для этого Малоярославецким филиалом ГОСНИТИ, ЦОКТБ и ВСХИЗО на базе станка У-151 по конструкции ИЭС им. Е. О. Патона была разработана установка ОКС-1192. Установка состоит из наплавочного полуавтомата в комплекте с балластным реостатом РБ-300, плазмотрона конструкции ВСХИЗО.
Техническая характеристика установки ОКС-1192
Типоразмеры наплавляемых клапанов (диаметр тарелки), мм 30-70
Производительность, шт/ч < 100
Расход газа, л/мин:
плазмообразующего <3
защитно-транспортирующего <12
Расход охлаждающей воды, л/мин >4
Вместимость порошкового питателя, м3 0,005
Мощность, кВт 6
Габаритные размеры, мм:
установки 610X660X1980
шкафа управления 780X450X770
В случае отсутствия промышленной установки при необходимости восстановления клапанов ремонтные предприятия в состоянии собрать плазменную установку из отдельных готовых узлов на базе токарного станка по схеме, представленной на рис. 42. Клапан устанавливают на медную водоохлаждаемую форму, соответствующую размеру его тарелки, которая через подпятник и пару конических шестерен приводится во вращение от шпинделя токарного станка.
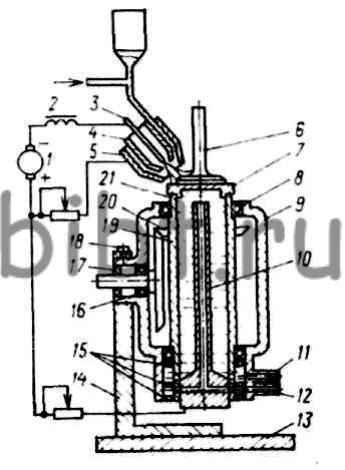
Рис. 42. Схема установки для плазменной наплавки клапанов:
1 - источник питания; 2 - дроссель; 3- вольфрамовый электрод; 4 - внутреннее сопло; 5 - защитное сопло; 6 - клапан; 7 - медная форма; 8, 16 -подшипники; 9 - корпус установки; 10 - водоподводящая трубка; 11, 12 - штуцеры; 13 - основание; 14 -стойка; 15, 17 - сальники; 18 - стопорный винт; 19, 20 - конические шестерни; 21 - цилиндр
Принцип действия установки ОКС-1192 и установки, собранной в условиях ремонтного предприятия, примерно одинаков и состоит в следующем. После подачи к плазмотрону охлаждающей воды (из водопроводной сети), плазмообразующего газа аргона (из баллона), электрической энергии (от источника питания) между вольфрамовым электродом и внутренним соплом плазмотрона с помощью осциллятора возбуждается косвенная сжатая дуга (плазменная струя). Затем из порошкового питателя транспортирующим газом - аргоном через защитное сопло горелки на фаску вращающегося клапана подается порошок и одновременно через балластный реостат подводится ток к клапану. Между электропроводимой плазменной струей и фаской клапана возникает сжатая дуга, которая расплавляет одновременно фаску клапана и наплавочный порошок, образуя плотные слои высокого качества (рис. 43).

Рис. 43. Тарелки клапанов с наплавленными фасками
Для клапанов автомобильных двигателей рекомендуется использовать порошки ПГ-СР2, ПГ-СР3 с добавлением 4% Аl, который повышает жаростойкость сплавов и предупреждает возникновение отдельных пор.
Для наплавки фасок клапанов тракторных двигателей, имеющих большую массу, кроме рекомендованных, можно применять также порошковые твердые сплавы на железной основе ПГ-С1, ПГ-УС25 с добавлением к последним 6% Аl.
При выборе материала для наплавки клапанов следует руководствоваться тем, что хромоникелевые сплавы имеют более высокую жаростойкость и износостойкость, но они в 8-10 раз дороже твердых сплавов на железной основе и хуже обрабатываются.
Режимы плазменной наплавки фасок клапанов
Сила тока, А 100-140
Напряжение, В 20-30
Расход газа (аргона), л/мин:
плазмообразующего 1,5-2
транспортирующего (защитного) 5-7
Скорость наплавки, см/с 0,65-0,70
Расстояние от плазмотрона до фаски клапана, мм 8-12
Ширина слоя, мм 6-7
Высота слоя, мм 2-2,2
Глубина проплавления, мм 0,08-0,34
Твердость HRC наплавленного слоя сплавом:
ПГ-СР2, ПГ-СР3 34-46
ПГ-С1, ПГ-УС25 46-54
Технологический процесс восстановления тарелки клапана содержит следующие основные операции: мойка, дефектация, очистка торца и фаски от нагара, плазменная наплавка, механическая обработка, контроль. Механическую обработку клапанов выполняют в такой последовательности: зачистить торец тарелки клапана; обточить тарелку клапана по наружному диаметру в номинальный размер, обработать предварительно тарелку фаски; обработать фаску шлифованием под номинальный размер. Первые три операции выполняют на токарном станке резцами с твердосплавными пластинами. Применение плазменного способа наплавки позволило повысить износостойкость рабочей поверхности тарелки автомобильных клапанов в 1,7-2,0 раза по сравнению с износостойкостью новых.