
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава V. ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ, НАПЛАВКИ ПАЙКИ И ПОВЕРХНОСТНОЙ ОБРАБОТКИ.
§ 1. Виды сварных швов и соединений.
Сварные швы в зависимости от расположения в пространстве бывают (рис. 80): нижние, горизонтальные (на вертикальной плоскости), вертикальные и потолочные (верхние). Нижние швы являются самыми удобными для сварки.
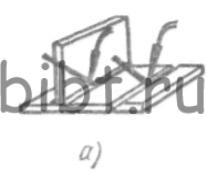



Рис. 80. Виды сварных швов по положению их в пространстве:
а - нижний, б - горизонтальный (на вертикальной плоскости), в - вертикальный, г - потолочный (верхний)
Более затруднительна сварка горизонтальных и вертикальных швов. Наиболее трудными для выполнения являются потолочные швы. По протяженности различают швы непрерывные (сплошные) и прерывистые. По числу слоев швы бывают однослойные и многослойные, а по форме поперечного сечения - стыковые или угловые, по форме наружной поверхности различают швы усиленные, нормальные и ослабленные (рис. 81).
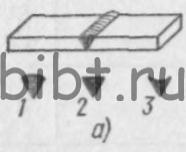
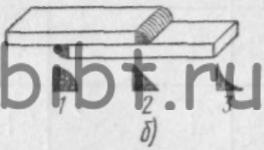
Рис. 81. Стыковые (а) и угловые (б) швы:
1 - усиленные, 2 - нормальные, 3 -ослабленные
В зависимости от взаимного расположения свариваемых деталей различают следующие сварные соединения (рис. 82): стыковые, внахлестку, тавровые, угловые, торцовые, отбортованные. Самым распространенным при газовой сварке является стыковое соединение.
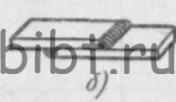
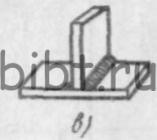



Рис. 82. Виды сварных соединений:
а - стыковое, б - внахлестку, в - тавровое, г - угловое, д - торцовое, е - отбортованное
Угловые и торцовые соединения применяют в основном при сварке малыx толщин. Соединений внахлестку и тавровых соединений следует избегать, так как в них трудно получить хороший провар корня шва. Сварку отбортованных соединений осуществляют без присадочного материала.
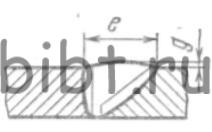
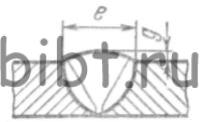
Конструктивные элементы подготовленных кромок и выполненных швов стыковых соединений приведены в табл. 25.
25. Конструктивные элементы подготовленных кромок и выполненных швов стыковых соединений
| Форма кромок | Характер шва | Конструктивный элемент | Размеры, мм | |||||
| подготовленных кромок | выполненного шва | Толщина металла S | величина притупления c | величина зазора b | ширина шва e | высота усиления шва g | ||
| С отбортовкой двух кромок | Односторонний |  |
 |
0,5-1 | - | 0-1 | 1-2 | - |
| Без скоса кромок | Односторонний |  |
 |
1-5 | - | 0,5-2 | 5-7 | 1-1,5 |
| Без скоса кромок | Двусторонний |  |
 |
3-6 | - | 1-2 | 6-8 | 1-2 |
| Форма кромок | Характер шва | Конструктивный элемент | Размеры, мм | |||||
| подготовленных кромок | выполненного шва | Толщина металла S | величина притупления c | величина зазора b | ширина шва e | высота усиления шва g | ||
| Со скосом одной кромки | Односторонний | 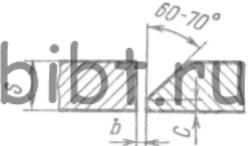 |
 |
5-10 | 1-2 | 1,5-3 | 8-12 | 1-2,5 |
| Со скосом двух кромок | Односторонний |  |
 |
6-15 | 1,5-3 | 2-4 | 12-20 | 1,5-2 |
| С двумя скосами двух кромок | Двусторонний | 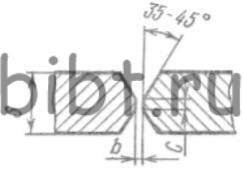 |
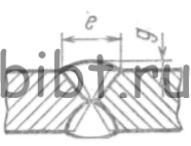 |
15-25 | 2-4 | 2-4 | 20-34 | 2-2,5 |
Примечания:
1. Возможны также и другие формы подготовки кромок: с криволинейным скосом, с ломаным скосом, с двумя скосами одной кромки и т. д.
2. При сварке металла различной толщины на листе, имеющем большую толщину, должен быть сделан скос с одной или двух сторон листа до толщины более тонкого листа, после чего следует выполнить рекомендуемую подготовку кромок.