
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Подготовка и сборка под сварку. Последовательность наложения прихваток.
Подготовка. Подготовка металла под сварку состоит из заготовки деталей, разделки свариваемых кромок и зачистки их от загрязнений. Первые две операции могут быть выполнены как механическим способом (на гильотинных ножницах, пресс-ножницах, кромкострогальных станках и т. д.), так и кислородной резкой. Рекомендуется применять механизированную кислородную резку, дающую более ровный и чистый рез.
Торцовые поверхности кромок и прилегающие к ним участки металла шириной 25-30 мм перед сваркой очищают от влаги, ржавчины, масла, краски и других загрязнений, иначе в шве могут образоваться поры и шлаковые включения. Очистку осуществляют как механическими способами - вращающимися щетками из стальной проволоки, абразивным инструментом и др., так и газопламенной обработкой. В последнем случае используют обычные сварочные горелки или специальные горелки для пламенной очистки типа ГАО 60. Процесс газопламенной очистки основан на быстром нагреве поверхности детали, при которой окалина отслаивается, ржавчина обезвоживается, краска сгорает. Остатки окислов и сгоревшей краски удаляют металлической щеткой. Тонкий слой окалины на поверхности кромок большого влияния на качество шва не оказывает.
Сборка. Сборку выполняют в специальных приспособлениях (в серийном и массовом производстве) или на прихватках (коротких швах, скрепляющих детали). Длина прихваток и расстояние между ними зависят от вида изделия, толщины металла и длины шва. При сборке несложных соединений из тонколистовой стали длина прихваток делается не более 5 мм, а расстояние между ними устанавливается 50-100 мм. При сборке деталей толщиной 3-4 мм и более и при значительной протяженности швов длина прихваток составляет 20-30 мм, а расстояние между ними - до 300-500 мм. Высота (толщина) шва в месте прихватки должна быть в пределах 0,5-0,7 толщины основного металла.
При постановке прихваток необходимо, чтобы провар корня шва был хорошим, так как во время последующей сварки корни прихватки часто уже не расплавляются. Порядок наложения прихваток зависит от толщины основного металла и длины шва. Общий принцип последовательности наложения прихваток показан на рис. 83.
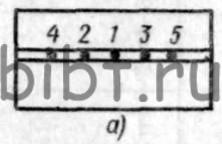
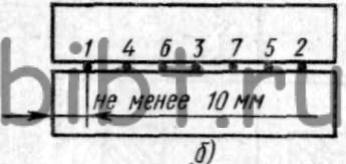
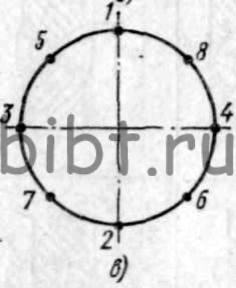
Рис. 83. Последовательность наложения прихваток:
а - короткие швы, б - длинные швы, в - швы кольцевых соединений, 1-7 - номера швов
При сварке ответственных конструкций прихватку должны производить сварщики, которые будут сваривать данное изделие.