
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 7. Технология сварки чугуна. Горячая сварка чугуна.
Чугунами называются сплавы железа с углеродом при содержании углерода от 1,7 до 6,3%. Наиболее распространенными являются чугуны с содержанием углерода от 2,5 до 4%. Кроме углерода в чугунах находится некоторое количество марганца и кремния, а также примесь серы и фосфора. Углерод в чугунах может находиться либо в свободном состоянии - в виде графита (серые чугуны), либо в связанном состоянии - в виде карбидов железа (белые чугуны).
Применение газовой сварки чугуна ограничивается главным образом ремонтными работами. Ее применяют при сварке лопнувших чугунных деталей, заварке раковин, образовавшихся во время литья, наплавке изношенных поверхностей, устранении различных внешних дефектов и др.
Существуют два способа сварки чугуна: горячая сварка - сварка с предварительным подогревом (общим или местным), холодная сварка - сварка без предварительного подогрева.
Горячая сварка чугуна
В зависимости от характера производства и видов работ (ремонтная сварка, устранение литейных дефектов, наплавка сработанных поверхностей и др.) применяют различные устройства для предварительного подогрева изделий перед сваркой.
Местный подогрев может также производиться сварочными горелками, паяльными лампами, древесным углем. Необходимость подогрева, а также выбор способа подогрева при ремонтной сварке чугуна зависит от характера дефекта (рис. 89). В качестве горючих газов при сварке могут применяться ацетилен, газы - заменители ацетилена, а также жидкие горючие (керосин).
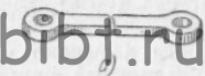
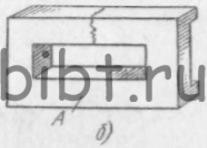
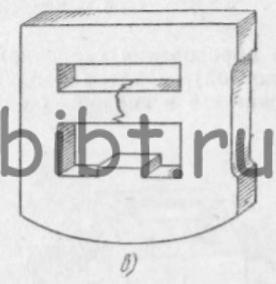
Рис. 89. Выбор способа подогрева при ремонтной сварке чугуна:
а - сварка без подогрева, б - местный подогрев в месте А, в - общий подогрев всего изделия
Ацетилено-кислородная сварка обеспечивает наибольшую производительность процесса. При сварке используют нормальное пламя или пламя с небольшим избытком ацетилена (β= 0,8-1,0), обеспечивающим компенсацию выгорающего углерода. Мощность пламени устанавливается из расчета Vа = (120-150)S. В качестве присадочного материала применяют чугунные прутки марки А или Б по ГОСТ 2671-70. Прутки марки А используются при сварке деталей сложного профиля с тонкими стенками и мелкозернистой структурой. Прутки марки Б применяются при сварке тяжелых отливок в основном при местном подогреве их. Сварку выполняют обычными горелками с применением порошковых флюсов.
Составы флюсов для сварки чугуна
| № флюса | Состав, % (по массе) |
| 1 | 100 - плавленая бура |
| 2 | 100 - прокаленная бура |
| 3 | 100 - техническая бура |
| 4 | 56 - прокаленная бура, 22 - углекислый натрий, 22 - углекислый калий |
| 5 | 50 - техническая бура, 50 - двууглекислый натрий |
| 6 | 23- плавленая бура, 27 - углекислый натрий 50 - натриевая селитра (азотнокислый натрий) |
| 7 | 50 - прокаленная бура, 50 - натриевая селитра, 4 -керосин (сверх 100%) |
Флюс до образования сварочной ванны насыпают вручную (ложечкой, щепоткой), а затем вводят присадочный пруток, периодически погружая его в коробочку с флюсом.
Применяются также газообразные борометиловые флюсы БМ-1 и БМ-2, представляющие собой летучие жидкости, которые специальными газофлюсопитателями (например, ФГФ-3-71) подают в ацетиленовый канал газовой горелки.
Ввиду большой жидкотекучести чугуна сварка возможна только в нижнем положении шва. При необходимости применяется формовка свариваемого участка, которая выполняется угольными или графитовыми пластинами, плитками из огнеупорных материалов, формовочными смесями. Схемы формовки некоторых деталей показаны на рис. 90, а составы формовочных смесей приведены в табл. 28.
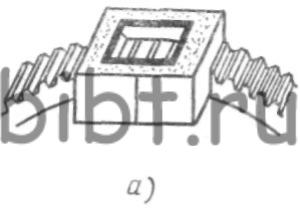

Рис. 90. Схема формовки участков чугунных деталей: а - зубьев шестерен, б - недолива при литье
28. Составы смесей для формовки чугунных изделий
| Компоненты | Содержание для составов, % | |||
| 1 | 2 | 3 | 4 | |
Формовочная земля |
30 | 30 | - | - |
Белая глина |
30 | - | 40 | - |
Кварцевый песок |
40 | 50 | 10 | 85 |
Жидкое стекло |
- | 20 | - | 15 |
Графитовая мелочь |
- | - | 50 | - |
Внутреннюю поверхность можно выкладывать графитовыми или угольными пластинами, соединяемыми на стыках формовочными cмесями. Перед сваркой детали подогревают: небольшие детали - до температуры 300-400° С, а более крупные -до 600-700° С. Во избежание отбеливания шва после сварки его медленно охлаждают обычно вместе с охлаждением нагревающего устройства. Мелкие детали можно охлаждать в горячем песке или под листовым асбестом.