
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Холодная сварка чугуна. Сварка чугуна с расплавлением основного металла. Низкотемпературная пайко-сварка чугунным присадочным материалом. Низкотемпературная пайко-сварка чугуна латунными припоями.
Сварка с расплавлением основного металла. В данном случае, как и при всех способах холодной сварки чугуна, предварительный подогрев не производят. При быстром охлаждении шва происходит его отбеливание. Сварку ведут обычным способом с применением чугунных присадочных стержней марки А или Б и порошкообразного или газообразного флюса. Мощность и характер пламени, а также марки флюсов применяются такие же, как и при горячей сварке чугуна. Этот способ применяют для устранения литейных дефектов и при ремонте чугунных деталей небольшого размера и массы.
При сварке можно использовать газы - заменители ацетилена, а также жидкие горючие (керосин, бензин). Режимы керосино-кислородной сварки чугуна приведены в табл. 29.
29. Режимы керосино-кислородной сварки чугуна
| Подготовка деталей под сварку | Толщина свариваемых деталей, мм | Угол скоса кромок, град | Величина зазора, мм | Диаметр присадочных прутков, мм |
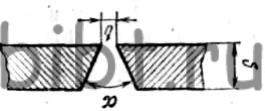 |
3-5 | 60 | 2-2,5 | 4-6 |
| 5-8 | 70 | 2,5-3 | 6 | |
| 8-12 | 70-90 | 3-4 | 6-8 | |
| 12-26 | 90 | 4-5 | 8-16 |
Низкотемпературная пайко-сварка чугунным присадочным материалом. Сущность этого способа заключается в подогреве пламенем кромок, подлежащих сварке, не до расплавления, а до температуры 820-860° С. После введения флюса расплавляют и вводят в сварочную ванну присадочные стержни марки НЧ-1 пли НЧ-2 (ГОСТ 2671-70), также обмазанные флюсом. Вследствие шероховатости поверхности, получаемой от выгорания (окисления) графита и в результате диффузии, происходит соединение наплавленного металла с основным. Присадочные стержни марки НЧ-1 применяют при сварке тонкостенных отливок, а марки НЧ-2 - при сварке толстостенных отливок. Колебательные движения горелки приведены на рис. 91.
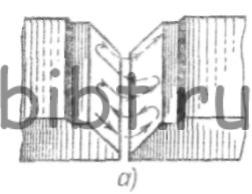

Рис. 91. Движения горелки при низкотемпературной пайко-сварке чугунных деталей: а - сварка стыка, б - заварка дефекта
Составы флюсов для пайко-сварки чугуна чугунными прутками, % (по массe)
ФСЧ-1 23 -бура плавленая, 27 - сода кальцинированная, 50 - селитра натриевая
ФСЧ-2 18 -бура плавленая, 25 - сода кальцинированная, 56,5 - селитра натриевая, 0,5 - углекислый литий
МАФ-1 33 -бура плавленая, 12 -седа кальцинированная, 27 - селитра натриевая, 7-окись кобальта. 12,5 - фтористый натрий, 8,5-фторцирконистый калий
Низкотемпературная пайко-сварка латунными припоями. При использовании поверхностно-активных флюсов ФПСН-1 и ФПСН-2, имеющих температуру плавления 600-650° С, температура нагрева чугунных кромок снижается до 700-750° С. Активное флюсование обеспечивает хорошее смачивание и обслуживание кромок чугуна припоем без выжигания графита. Невысокая температура нагрева исключает возникновение отбеливания и снижает склонность к образованию трещин. Состав флюсов ФПСН-1 и ФПСН-2 приведен в табл. 30.
30. Составы флюсов для низкотемпературной пайко-сварки чугуна латунными припоями
| Марка флюса | Состав, % (по массе) | Область применения |
| ФПСН-1 | 25 - углекислый литий, 25 - сода кальцинированная, 50 - борная кислота | Для латуней, не содержащих алюминия |
| ФПСН-2 | 22,5 - углекислый литий, 22,5 - сода кальцинированная, 45 - борная кислота, 10 - солевая плавленая лигатура (72,5% NaCl и 27,5% NaF) | Для латуней, содержащих до 1 % алюминия |
В качестве припоев используют кремнистую латунь марки ЛОК-59-1-03 или припой ЛОМНА (табл. 31).
31. Латунные припои для низкотемпературной пайко-сварки чугуна
| Марка припоя | Состав, %* | |||||
| медь | олово | кремний | марганец | никель | алюминий | |
| ЛОК59-1-03 (ГОСТ 16130-72) | 58 60 | 0,7-1,1 | 0,2-0,4 | - | - | - |
| ЛОМНА49-05-10-4-04 | 48 50 | 0,9 1,0 | - | 9,5 10,5 | 3,5 4,5 | 0,2 0,6 |
| Марка припоя | Температура плавления, °С | Твердость шва по Бринеллю | Цвет |
| ЛОК59-1-03 (ГОСТ 16130-72) | 905 | 80-100 | Желтый |
| ЛОМНА49-05-10-4-04 | 835 | 180-200 | Белый |
* Остальное - цинк.
Кромки подготовляют механической обработкой - на станках, вырубкой пневматическим зубилом и т. п. На поверхности кромок не допускается грязь и окалина. Следы жиров удаляют ацетоном, бензином или другими растворителями.
Процесс пайко-сварки ведут нормальным пламенем. Флюс наносят на подготовленную поверхность основного металла после нагрева его до 300-400° С. По окончании пайко-сварки рекомендуется проковка медным молотком массой около 0,5 кг.
При всех способах сварки и пайко-сварки чугуна возможно использование газов - заменителей ацетилена и жидких горючих.