
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 8. Технология сварки цветных металлов и сплавов. Сварка меди.
При газовой сварке цветных металлов и сплавов кроме присадочного материала применяются различные по составу флюсы. Их вводят в сварочную ванну для раскисления расплавленного металла и удаления из него образующихся при сварке окислов и неметаллических включений. Флюсы образуют на поверхности сварочной ванны шлаковую пленку и тем самым предохраняют металл от дальнейшего окисления и попадания в него газов.
В процессе сварки флюсы применяют в виде порошков, паст или легкоиспаряющихся жидкостей. Флюсы в виде порошков и паст подают в зону сварки вручную, т. е. наносят заранее на кромки свариваемого металла и на присадочные прутки или вносят в сварочную ванну путем периодического погружения присадочного прутка в сосуд с флюсом. Флюсы в виде паров легкоиспаряющихся жидкостей, как, например, флюсы БМ-1 и БМ-2, применяемые при сварке меди, медных и никелевых сплавов, подают в пламя горелки в строго дозированном количестве при помощи специальных газо-флюсопитателей, например ФГФ-3-71.
Сварка меди
По химическому составу (ГОСТ 859-66*) медь выпускается следующих марок: М00, М0, М0б, M1, M1p, M2, М2р, М3, М3р, М4. В марке М00 содержание меди не менее 99,99%, а в марке М4-99,0%.
Основными трудностями при сварке меди являются ее высокая теплопроводность, низкая стойкость против образования трещин, повышенная склонность к образованию газовых включений.
Ацетилено-кислородную сварку меди выполняют нормальным пламенем при соотношении смеси β=1,1-1,2. Мощность пламени устанавливается из расчета Vа = (150-200)S. Нижний предел рекомендуется для меди толщиной до 10 мм, а верхний - для больших толщин. При толщине листов более 10 мм сварку желательно производить одновременно двумя горелками: подогревающей мощностью Va= (150-200)S и сварочной мощностью Vа = 100S.
В качестве присадочного материала применяют специальную проволоку марки МСр-1 (ГОСТ 16130-72) или обычные медные проволоки марок М0 и M1. Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемых деталей (табл. 32).
32. Выбор диаметра присадочной проволоки для сварки меди
| Толщина меди, мм | До 1,5 | 1,5-2,5 | 2,5-4 | 4-8 | 8-15 | Более 15 |
Диаметр присадочной проволоки,мм |
1,5 | 2 | 3 | 4-5 | 6 | 8 |
Сварку осуществляют с применением флюсов (табл. 33), которые могут быть в виде порошка, пасты или в парообразном состояний.
33. Составы флюсов для сварки меди
| № флюса | Состав, % (по массе) |
| 1 | 100 - бура прокаленная |
| 2 | 100 - борная кислота |
| 3 | 50 - бура прокаленная, 50 - борная кислота |
| 4 | 75 - бура прокаленная, 25 - борная кислота |
| 5 | 50-бура прокаленная, 35 - борная кислота, 15 - кислый фосфорнокислый натр |
| 6 | 50 - бура прокаленная, 15 -кислый фосфорнокислый натр, 15 - кварцевый песок, 20 - древесный уголь |
| 7 | 70 - бура прокаленная, 10 -борная кислота, 20 - поваренная соль |
| 8 | 56 -бура прокаленная, 22 - попаренная соль, 22-углекислый калий - поташ |
Поставляемая промышленностью бура содержит гигроскопическую и кристаллизационную влагу (Na2B4O7*10Н2О), которая, попадая в сварочную ванну, резко увеличивает газовую пористость металла шва. Кроме того, во время сварки часть буры при испарении влаги вспенивается и выдувается пламенем, в результате чего оголяются и окисляются участки металла, не защищенные флюсом. Учитывая это, следует применять прокаленную буру, в которой нет гигроскопической влаги, т. е. буру, содержащую только одну молекулу кристаллизационной воды (Na2O7*H2O).
Приготовляют прокаленную буру из обычной технической буры, нагревая ее в открытом фарфоровом или шамотовом тигле или просто на листе из нержавеющей стали, в последнем случае техническую буру насыпают ровным слоем на лист и помещают в печь, нагретую до температуры 400-450° С. Образовавшуюся безводную буру размельчают и используют для сварки или для составления. различных флюсов.
Плавленую буру (Na2B4O7) применяют сравнительно редко, так как она легко выдувается пламенем из зоны сварки.
Флюсы следует хранить в герметически закрывающихся сосудах. Флюсы используют в виде порошка или паст. Флюсы-пасты приготовляют разведением порошкообразных смесей в мягкой, обычно дистиллированной, воде или же в спирте до кашицеобразной массы.
При газовой сварке меди применяют обычно стыковые или реже угловые соединения с внешним угловым валиком. Сваркой внахлестку и втавр получают удовлетворительные по качеству соединения.
Элементы геометрической формы кромок для стыковой сварки меди приведены в табл. 34.
34. Элементы геометрической формы кромок для стыковой сварки меди
| Вид шва | Схема шва | толщина металла S, мм | величина зазора b, мм | притупление c, мм |
| С отбортовкой двух кромок |  |
0,5-1 | 0-0,5 | 1-2 |
| Без скоса кромок: | ||||
| односторонний |  |
1-5 | 0,5-2 | - |
| односторонний на подкладке |  |
3-5 | 2-3 | - |
| двусторонний |  |
3-6 | 1-2 | |
| Со скосом двух кромок | 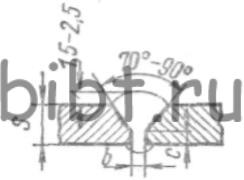 |
6-15 | 2-4 | 1,5-3 |
| С двумя скосами двух кромок |  |
15-25 | 2-4 | 2-4 |
Сварку ведут только в один слой. Листовую медь толщиной до 5 мм сваривают левым способом, а при больших толщинах - правым способом.
После сварки рекомендуется проковать шов. При толщине листов до 4 мм проковку выполняют в холодном состоянии, а при б'ольших толщинах - при температуре 500-600° С. Чтобы придать сварному соединению более высокую вязкость после проковки, шов и прилегающую к нему зону основного металла нагревают до температуры 550-600° С и быстро охлаждают в воде.