
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава VII. ТЕХНОЛОГИЯ КИСЛОРОДНОЙ РЕЗКИ
§ 1. Сущность и условия кислородной резки. Основные параметры реза при разделительной кислородной резке. Влияние примесей в стали на процесс кислородной резки. Температура предварительного подогрева стали при резке.
Сущность процесса кислородной резки основана на сгорании металла в струе кислорода и удалении этой струей образующихся жидких окислов. Резке предшествует нагрев места начала реза до температуры примерно 1300-1350° С (для стали). После этого включается подача режущего кислорода, который окисляет металл и разрезает его. Сгоревший (окисленный) металл выдувается струей кислорода. В процессе горения (окисления) металла выделяется большое количество теплоты, которая нагревает близлежащие (впереди лежащие) слои металла до температуры воспламенения. Таким образом, процесс горения металла в кислороде распространяется по всей толщине разрезаемого металла.
Обычной кислородной резке поддаются только те металлы, которые удовлетворяют следующим условиям:
1. Температура воспламенения металла в кислороде должна быть ниже температуры его плавления. Низкоуглеродистая сталь плавится при температуре примерно 1500° С, а воспламеняется в кислороде при температуре 1300-1350° С; она хорошо поддается кислородной резке.
2. Температура плавления образующихся окислов должна быть ниже температуры плавления основного металла, так как в противном случае тугоплавкие окислы не будут выдуваться струей кислорода и процесс резки может прекратиться. Хромистые стали образуют тугоплавкие окислы хрома с температурой плавления около 2000° С. Они поддаются только кислородно-флюсовой резке.
3. Количество теплоты, выделяющейся при сгорании металла в струе кислорода, должно быть достаточным для подогревания последующих нижележащих (впереди лежащих) слоев, т. е. для поддержания непрерывного процесса резки.
4. Теплопроводность металла не должна быть высокой, так как интенсивный отвод теплоты от места реза приведет к тому, что процесс резки будет прерываться или вообще не начнется. По этой причине медь, алюминий и их сплавы поддаются только кислородно-флюсовой резке.
5. Образующиеся при сгорании металла шлаки должны быть жидкотекучими, так как тугоплавкие и вязкие шлаки не будут выдуваться кислородной струей из полости реза. Поэтому чугуны, образующие тугоплавкие окислы кремния, резке не поддаются: для них возможна только кислородно-флюсовая резка.
С увеличением содержания в стали углерода, а также различных примесей процесс резки усложняется. Влияние их на процесс резки приведено в табл. 52.
52. Влияние примесей в стали на процесс резки
| Элемент | Влияние на процесс резки |
Углерод |
При содержании до 0,4% процесс резки стали не ухудшается, при более высоком содержании ухудшается, а при 1-1,25% становится невозможным |
Марганец |
При содержании до 4% на процесс резки заметно не влияет, при более высоком содержании процесс резки затрудняется, а при 14% становится невозможным |
Кремний |
При содержании в количествах, обычных для стали, отрицательного влияния на процесс резки не оказывает; при повышенном количестве кремния процесс резки усложняется и при содержании свыше 4% становится невозможным |
Фосфор и сера |
В обычных количествах на процесс резки отрицательного влияния не оказывают |
Хром |
При содержании до 4-5% отрицательного влияния не оказывает, при большем содержании процесс резки обычным способом становится невозможным и требует применения флюса |
Никель |
При содержании до 7-8% отрицательного влияния на процесс резки не оказывает, с увеличением содержания никеля процесс несколько усложняется |
Молибден |
При содержании до 0,25% на процесс резки не влияет |
Вольфрам |
При содержании до 10% влияния на процесс резки не оказывает, при более высоком содержании процесс резки замедляется, а при 20% становится невозможным |
Ванадий |
В обычных количествах на процесс резки не влияет |
Медь |
При содержании до 0,7% влияния на процесс резки не оказывает |
Алюминий |
При содержании до 0,5% влияния на процесс резки не оказывает, при содержании свыше 10% процесс резки становится невозможным |
Приближенно на способность подвергаться резке различных сталей указывает эквивалентное содержание углерода в ней, которое определяется по формуле
Сэк=С+0,155 (Cr+Mo)+0,14 (Mn+V)+0,11Si+0,045 (Ni+Cu)
B этой формуле цифры при символах элементов означают содержание их в стали в весовых процентах.
При резке сталей с повышенным эквивалентным содержанием углерода необходим предварительный подогрев (табл. 53).
53. Температура предварительного подогрева стали при резке
| Эквивалентное содержание углерода, Cэк, % | Температура подогрева, ° С | |
| тонкий металл, прямой рез | толстый металл или фигурный рез | |
| <0,3 | Без подогрева | Без подогрева |
| 0,3-0,4 | То же | <=150 |
| 0,4-0,5 | <=150 | 150-250 |
| 0,5-0,6 | 150-250 | 250-350 |
| >0,6 | 250-350 | 350-500 |
По направленности струи режущего кислорода и характеру образуемых резов различают два основных вида кислородной резки: 1. Разделительную, образующую сквозные разрезы (вырезка деталей из листа, резка металла на части, скос кромок под сварку и др.).
2. Поверхностную, дающую на поверхности металла углубления (канавки) овальных очертаний (удаление дефектных швов, строжка поверхности, выплавка канавок и др.).
Основные параметры реза при разделительной кислородной резке показаны на рис. 127.
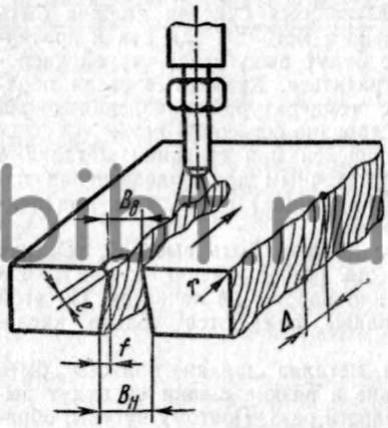
Рис. 127. Основные параметры реза:
BВ - ширина реза вверху, BН -ширина реза внизу, f - неперпендикулярность реза, l - глубина бороздок (шероховатость), Δ - отставание, r - радиус оплавления верхней кромки
На скорость резки большое влияние оказывает чистота кислорода (табл. 54). С уменьшением чистоты кислорода значительно снижается скорость резки. Наиболее целесообразно применять кислород чистотой 99,5% и более. Применять кислород чистотой 95% нецелесообразно, так как кроме малой скорости резки поверхность реза получается нечистой, с глубокими рисками и трудно отделимым гратом.
54. Зависимость скорости резки от чистоты кислорода
| Чистота кислорода (по объему) , % | 99,8 | 99,5 | 99,2 | 99,0 | 98,5 | 98,0 |
Скорость резки, % * |
119 | 100 | 92 | 90 | 84 | 74 |
Коэффициент скорости резки Кч |
1,19 | 1 | 0,92 | 0,9 | 0,84 | 0,74 |
* За 100% принята скорость резки для кислорода чистотой 99,5%.