| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Ручная разделительная кислородная резка. Режимы ручной кислородной резки листового проката. Примерная ширина реза при ручной кислородной резке. Зависимость времени резки и расхода кислорода от чистоты режущего кислорода.
При разделительной кислородной резке принято различать резку металла толщиной до 300 мм и резку металла больших толщин до 800 мм и более. Режимы ручной кислородной резки листового проката толщиной до 300 мм приведены в табл. 55.
55. Режимы ручной кислородной резки листового проката
| Толщина разрезаемого металла, мм | Номер мундштука | Давление, кгс/см2 | Скорость резки при наилучшем качестве поверхнос тиреза, мм/мин | ||
| наружного | внутреннего | кислорода | горючего газа | ||
| 8-10 | 1 | 1 | 3 | Не менее0,01 | 550-400 |
| 10-25 | 1 | 2 | 4 | 400-300 | |
| 25-50 | 1 | 3 | 6 | 300-250 | |
| 50-100 | 1 | 4 | 8 | 250-200 | |
| 100-200 | 2 | 5 | 10 | 200-130 | |
| 200-300 | 2 | 5 | 12 | 130-80 | |
Примечание. Скорость резки может быть увеличена почти в два раза, по при этом значительно ухудшается качество поверхности реза.
При ацетилено-кислородной резке оптимальные расстояния между мундштуком и поверхностью разрезаемого металла приведены в табл. 56.
56. Оптимальные расстояния от мундштука резака до металла
| Толщина металла, мм | 3-10 | 10-25 | 25-50 | 50-100 | 100-200 | 200-300 |
Расстояние, мм |
2-3 | 3-4 | 3-5 | 4-6 | 5-8 | 7-10 |
Примерная ширина реза приведена в табл. 57.
57. Примерная ширина реза при ручной кислородной резке
| Толщина металла, мм | 5-25 | 25-50 | 50-100 | 100-200 | 200-300 |
Ширина реза, мм |
3-4 | 4-5 | 5-6 | 6-8 | 8-10 |
Мощность подогревательного пламени при резке может быть значительно меньшая, чем при сварке. Это пламя должно обеспечивать только подогрев металла в начале резки до температуры воспламенения металла и поддерживать необходимую температуру в процессе резки (табл. 58).
58. Мощность подогревательного пламени
| Толщина металла, мм | 3-25 | 2 5-50 | 50-100 | 100-200 | 200-300 |
Мощность подогревательного пламени (ацетилена), м3/ч |
0,3- 0,55 | 0,55-0,75 | 0,75- 1,0 | 1,0-1,2 | 1,2-1,3 |
На скорость резки большое влияние оказывает чистота режущего кислорода: с понижением его чистоты скорость резки уменьшается, а расход кислорода увеличивается (рис. 128).
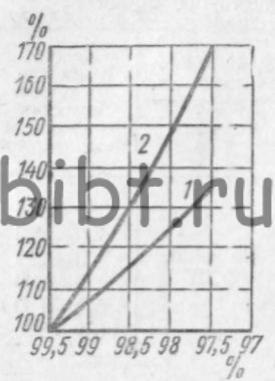
Рис. 128. График зависимости времени резки (1) и расхода кислорода (2) от чистоты режущего кислорода (по горизонтальной оси указана чистота кислорода в процентах, а по вертикальной - расход кислорода и время резки в процентах)
Техника ручной кислородной резки профильной стали показана на рис. 129.
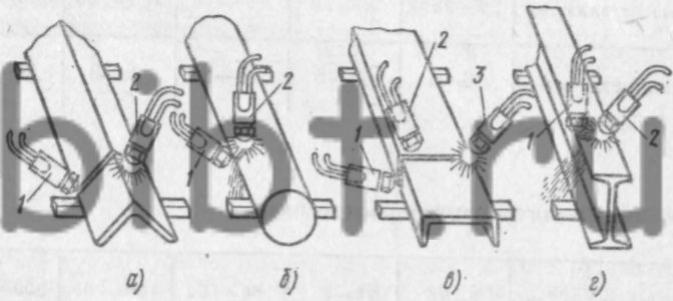
Рис. 129. Положение резака при резке профильной стали:
а - уголков, б - круглых стержней, в - швеллеров, г - двутавровой балки; 1 - начало резки, 2, 3 - конец резки
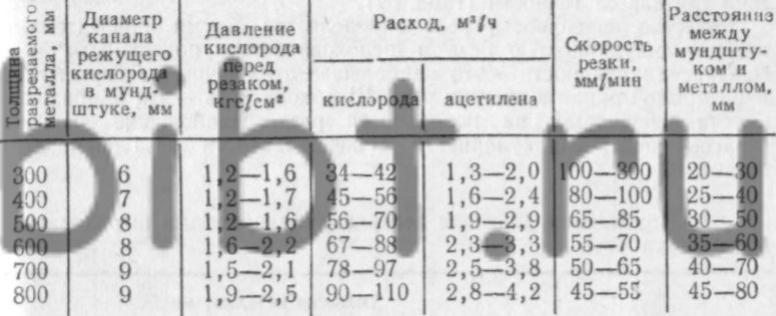
Резку металла больших толщин (300- 800 мм) осуществляют специальными резаками при низком давлении кислорода. Эти резаки имеют увеличенные проходные сечения для режущего кислорода. При низких скоростях истечения кислорода каждая частица его имеет возможность больше по времени соприкасаться с металлом в месте реза, что снижает потери кислорода. Кроме того, при низком давлении кислорода завихрений его не происходит; это обеспечивает более стабильную непрерывность резки, однако рез при этом получается более широкий. Во избежание перегрева мундштука отраженным теплом и предотвращения засорения каналов для горючей смеси брызгами шлака расстояние от мундштука до поверхности металла должно быть большим, чем при резке кислорода высокого давления. Режимы ручной кислородной резки металла толщиной 300-800 мм приведены в табл. 59.
59. Режимы ручной кислородной резки сталей больших толщин
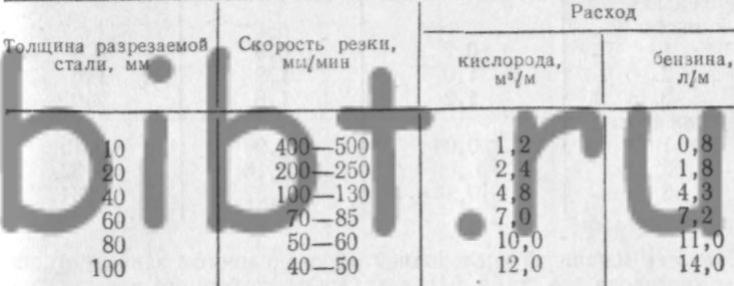
Примерные режимы подводной ручной бензино-кислородной резки на установке БУПР приведены в табл. 60.
60. Примерные режимы подводной ручной бензино-кислородной резки