
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Наладка холодновысадочных автоматов. Крепление пуансонов и матриц холодновысадочных автоматов.
Однопозиционные холодновысадочные автоматы различных моделей отличаются конструктивно, но все они имеют следующие механизмы: подачи материала, отрезки и переноса заготовки с линии подачи на линию высадки, поворотов пуансонной головки, высадки (ползун с шатуном), выталкивания изделий из высадочной матрицы, привода автомата.
Взаимодействие узлов показано на кинематических схемах (см. рис. 54 и 55).
Наладка холодновысадочного автомата начинается с установки и крепления инструмента. Инструмент подбирают по заданному изделию, по чертежу и технологической карте. После установки инструмента конец проволоки из бунта заправляются вручную через ряд правильных и задающих роликов к приводным подающим роликам.
В это время включают автомат на наладочный режим и проволоку (заготовку) замедленными толчками подают через отрезную матрицу до регулируемого упора. Далее автомат включают на автоматический режим, при котором изготовляется пробная партия изделий. По окончании изготовления пробной партии изделий наладчик проверяет их размеры по чертежу и при необходимости дополнительно регулирует работу автомата. Проверяет также надежность крепления рабочего инструмента.
На рис. 160 показано крепление пуансонов. Предварительный 1 и окончательный (чистовой) 2 пуансоны закрепляют в обойме 6 болтами 4. Пуансоны опираются на подкладку 5. Обойму прикрепляют к салазкам болтами 3.
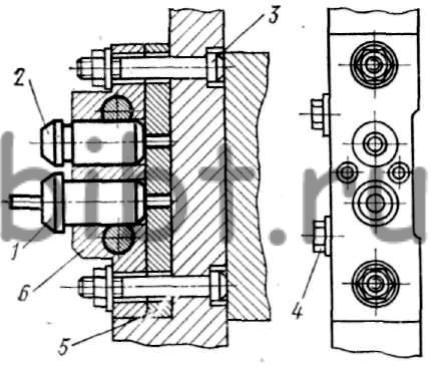
Рис. 160. Крепление пуансонов
Крепление высадочной матрицы показано на рис. 161.
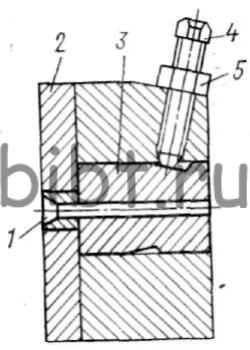
Рис. 161. Крепление высадочной матрицы
Посадочное отверстие диаметр 20 (для автомата А1214) рассчитано под высадку изделий из проволоки диаметром от 1,5 до 2,6 мм. Для высокой стойкости перед матрицей 3 устанавливают вставку 1 (из твердого сплава) в прокладке 2. Матрицу стопорят болтом 4 и контрят гайкой 5. Отрезную матрицу устанавливают аналогично высадочной. Крепление ножа показано на рис. 162. Нож 1 прихватывают к штоку 2 болтом 3. Пальцы 4 служат для удержания отрезанной заготовки и переноса ее на линию высадки.
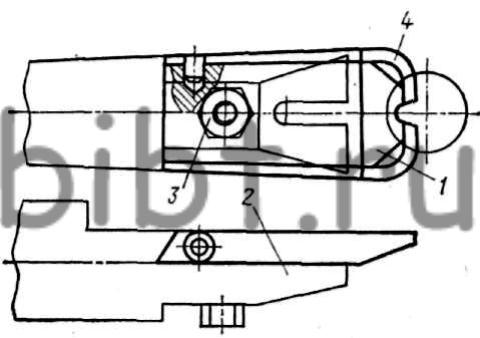
Рис. 162. Крепление ножа
По надежности и качеству холодновысадочных автоматов имеются такие наблюдения:
погрешности наладки составляют значительную часть в перечне точности изготовления изделий;
большое число ходов автомата приводит к нагреву инструмента и увеличению его размеров и, следовательно, к уменьшению межштамповой высоты. Для применяемых размеров матриц и пуансонов межштамповая высота изменяется в пределах 0,1 мм при этом высота изделия будет иметь погрешность не более 0,02-0,05 мм;
предел прочности материала одного бунта изменяется относительно другого бунта в пределах 10%;
при отрезке имеет значение колебание объема прутка в единицу длины по причине неточной установки ножа и частичного износа механизма отрезки. При изнашивании втулки штока наблюдается ухудшение качества отреза заготовки.
Контрольные вопросы
1. Как монтируются новые прессы? 2. Расскажите о межштамповом пространстве пресса. 3. Как связаны защитные ограждения с прессом? 4. Расскажите о работе гидропневматической подушки. 5. Как регулируется ход ползуна на винтовом прессе с дугостаторным приводом? 6. С чего начинается наладка холодновысадочного автомата?