
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Многодисковые ножницы с тянущим резом. Комбинированные пресс-ножницы.
Многодисковые ножницы с тянущим резом (см. рис. 51) налаживаются в следующем порядке. Сначала загружают рулонницу 2 разрезаемым материалом, рулон закрепляют четырехкулачковым патроном. Конец листа рулона заправляют в направляющие валки 4. Для наладочного режима включают ножевые валы 6 и лист рулона предварительно разрезают на ленты. Крайние ленты (отходы) (вручную) закрепляют и наматывают на барабан 7 для отходов. Концы средних лент зажимают на барабане 8 для наматывания.
После этого привод ножевых валов отключают, а приводы барабана для наматывания и барабана для отходов включают на рабочую скорость. В наладочную работу входит замена дисковых ножей с распорными втулками, если изменяется ширина разрезаемых лент, или ножи устанавливаются после переточки.
Наладка многодисковых ножниц с приводным резом (см. рис. 52) отличается тем, что перед разрезкой материала конец листа рулона заправляют через буковые планки 2. Предварительно (на наладочном режиме) включают привод дисковых ножей 3. После заправки и закрепления предварительно разрезанных лент к барабану 5 для наматывания и к барабану 4 для отходов (крайних полосок) включают рабочую скорость. Намотанные ленты и отходы снимаются с помощью вилки 12 с пневмоцилиндрами 11.
На рис. 158 представлены ножевые валы в разрезе для многодисковых ножниц Н4214. Ножи 2 с распорными втулками 3 устанавливаются на валы 5 с фиксацией на шпонки 4. После тщательной выверки необходимых зазоров (между ножами) ножи затягивают гайками 1.
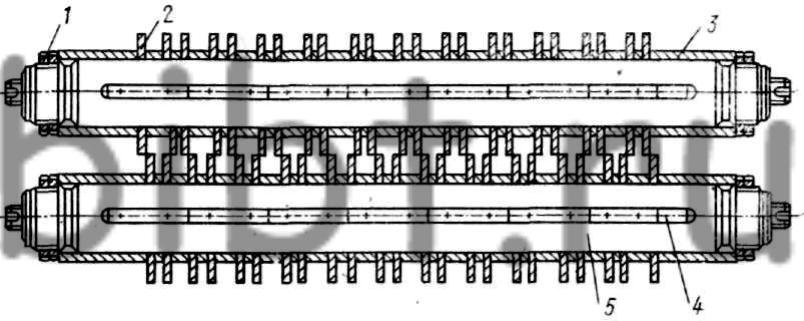
Рис. 158. Ножевые валы в разрезе
Комбинированные пресс-ножницы (см. рис. 53) могут быть налажены на три вида работ: для резки сортового и фасонного проката, листового проката, пробивки отверстий.
Все три узла имеют общий привод, поэтому во время работы одного узла под нагрузкой остальные два узла работают вхолостую. Управление пресс-ножницами ручное (от электрокнопки) и педальное. Во время наладки управляют электрокнопками путем коротких включений.
На рис. 159 показаны схемы установки и крепления сменного инструмента. Инструмент устанавливают и закрепляют в верхнем положении ползуна 2. Верхний нож 1 (для резки листового проката) закрепляют на ползун 2 болтами 3 (рис. 159, а). Нижний нож 4 устанавливают на станину 6 с прокладками 5. Наладчик должен иметь комплект разных прокладок по толщине, для того чтобы регулировать зазор между ножами в зависимости от толщины и марки разрезаемого материала.
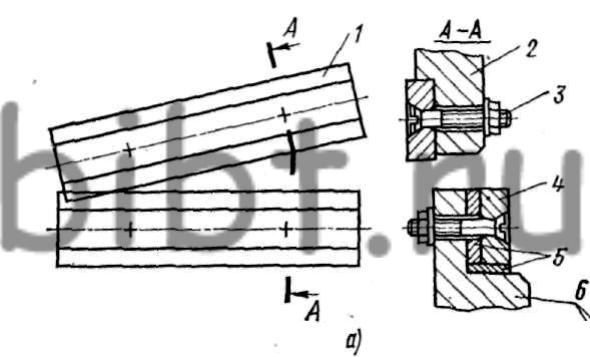
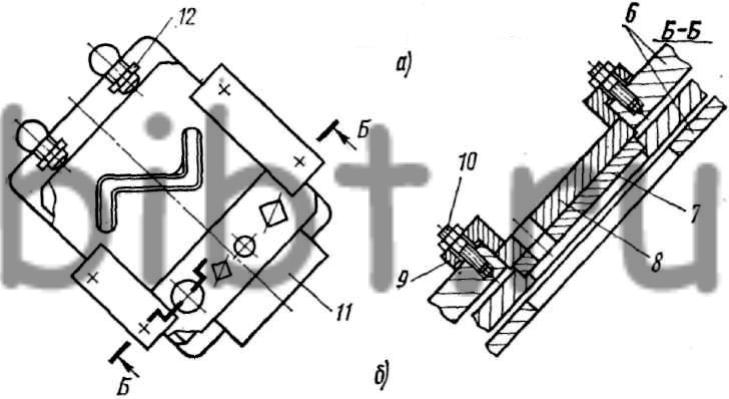
Рис. 159. Схема установки и крепления
Подвижный нож 7 для сортового фасонного проката (рис. 159, б) вставляют в паз ползуна 2. Неподвижный нож 8 устанавливают в паз станины 6 и закрепляют прихватами 9 со шпильками 10. Неподвижный нож с верхней стороны притягивают болтами 12 к нижней подкладке 11.
Для предотвращения сдвига разрезаемого материала комбинированные пресс-ножницы снабжены прижимами и задними упорами. Наладчику необходимо знать, что для каждой модели ножниц в прилагаемом паспорте и «Руководстве» указаны основные правила обслуживания и техники безопасности. После наладки включение ножниц производится от педали так, чтобы руки легко удерживали разрезаемый материал с установкой его до регулируемого упора. Для узла пробивки отверстий инструмент (пуансон и матрица) закрепляется аналогично, как в штампах.