
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Наладка вытяжных штампов на прессах двойного действия. Вытяжные зазоры. Схема установки штампа с промежуточными плитами на прессе двойного действия. Дефекты вытяжных изделий.
Вытяжные штампы на прессах двойного действия старых моделей налаживать желательно с подгонкой без съема штампов с прессов. Удаление штампов с прессов допускается в случаях, когда в процессе наладки необходима дополнительная обработка на металлорежущих станках или при наличии запасного выдвижного стола.
При наладке вытяжных штампов работы осуществляют в такой последовательности:
пригонка контактных поверхностей (зеркал) матриц и прижимов;
пригонка формообразующих поверхностей матриц и пуансонов и обеспечение необходимых зазоров между ними;
пробная штамповка и определение размеров и формы изделия, замеры по шаблонам; установка упоров.
Пригонку контактных и формообразующих поверхностей проверяют по отпечаткам краски, которые остаются на матрице. В качестве краски применяют синьку или сажу, разведенные в машинном масле. Краску наносят тонким слоем. Для пригонки служат пневматические зачистные машинки с набором шлифовальных камней. К концу пригонки остаются равномерно распределенные отпечатки.
Вытяжные зазоры проверяют на отдельных полосках листового материала, по толщине равного заготовке изделия. Местные пережимы и «закусы» на поверхностях полосок указывают зоны недостаточных зазоров, которые доводятся до нужных размеров бормашинкой (зачистной).
Дефекты вытяжных изделий следующие: разрывы материала, складкообразование, низкая жесткость формы, неудовлетворительное качество поверхности, неравномерная вытяжка.
Для установки штампов на прессах двойного действия применяют универсальные промежуточные плиты. На рис. 191 показана схема установки штампа с промежуточными плитами. Промежуточные плиты 1, 5, 4 отливаются с ребрами и выемками для уменьшения веса. На промежуточных плитах делают стандартное расположение крепежных отверстий для взаимозаменяемости. Прижимное кольцо 2 ввиду небольшой толщины изготовляется без ребер из листовой стали.
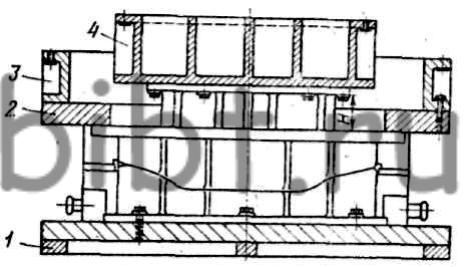
Рис. 191. Схема установки штампа с промежуточными плитами на прессе двойного действия
Плиты пуансона и прижимных колец крепят к ползунам через окна промежуточных плит болтами. В первую очередь крепят к внутреннему ползуну пуансон с промежуточной плитой 4 при поднятом в крайнее верхнее положение наружном ползуне. Для удобства крепления пуансона к внутреннему ползуну расстояние Н от лапы вытяжного пуансона до верха прижима должно быть 350-500 мм. После закрепления пуансона наружный ползун опускают до соприкосновения с промежуточной плитой 5, которую закрепляют также болтами. В последнюю очередь крепят матрицу к столу пресса.
Для высоких вытяжных штампов крепления осуществляют раздельно. Сначала пуансон, установленный на деревянные подставки, подводят под внутренний ползун и после центрирования крепят к нему болтами. Затем внутренний ползун вместе с пуансоном поднимают в верхнее положение. На плиту стола пресса ставят матрицу вместе с прижимным кольцом, для их центрирования внутренний ползун с пуансоном опускают вниз. После центрирования матрицу крепят к плите стола, а прижимное кольцо - к наружному ползуну. Наладку вытяжного штампа заканчивают регулированием положения внутреннего и наружного ползунов, получением пробных штамповок и окончательным закреплением регулировочных винтов прижима.
Наладка штампов на прессах тройного действия в основном одинакова с наладкой прессов двойного действия. Разница состоит в том, что при установке части штампа третьего хода необходимо закладывать шпильки в отверстия нижних плит пресса.
На крупных прессах простого действия производится одновременная установка и работа нескольких штампов. За один ход пресса могут выполняться несколько последовательных операций для одной или парных деталей (левых и правых).
На современных прессах для наладчиков имеются таблицы, в которых указываются давления в системе уравновешивателей ползуна в зависимости от массы штампов. Масса штампов указывается в клейме на верхней части штампа.
Разнообразные по характеру работы штампы располагают на площади ползуна по принципу симметричного распределения усилий штамповки. Штампы для одновременной штамповки располагают согласно установочным чертежам-схемам, разработанным технологами и конструкторами.
Штампы, работающие с использованием гидропневматических подушек, устанавливают на столы прессов после того, как в отверстия плит вставлены выталкивающие штыри. Расположение штырей в плитах должно сочетаться с расположением соответствующих деталей в штампах. (Пример эксцентричного расположения толкающих штырей см. в главе II, § 6.)
Длина штифтов рассчитана так, что во время установки штампа на плиту они утопают на 5-10 мм относительно верхней плоскости плиты. После центрирования штампа ходом подушки проверяют правильность установки движущихся частей. Наладчик должен, отрегулировать давление пневматической (или гидро-пневматической) подушки во избежание образования складок и разрывов заготовок.
Наладка оснастки, предназначенной для штамповки эластичной средой, заключается в установлении дефектов, допущенных при изготовлении и проявляющихся во время пробной штамповки.
Прежде чем приступить к доводке штампа, наладчик знакомится с его конструкцией, технологией штамповки данной детали. Он должен проконтролировать величину хода пресса, исправность вспомогательных механизмов, таких, как выталкиватель, уделив особое внимание предохранительным устройствам, имеющимся на прессе.
Дефекты, обнаруживаемые на штампуемых деталях, могут быть самыми разнообразными. Например, вмятины на поверхности деталей, полученных вытяжкой, образуются из-за загрязненности формообразующих частей штампа. Для устранения вмятин иногда бывает достаточно протереть рабочие поверхности формблока и полиуретановой подушки. В некоторых случаях следует удалить дефектный, слой подушки, однако надо помнить, что уменьшение высоты подушки возможно лишь при условии, что ее максимальная деформация не превышает 60%. Образование гофр после вытяжки свидетельствует о необходимости увеличить давление прижима. При короблении деталей уменьшают давление в штампе соответствующей регулировкой хода подвижных частей. Если подушка выкрашивается по периметру, что является следствием ее износа, нужно устранить образующийся зазор в контейнере. При гибке деталей могут иметь место отклонения от заданного угла гиба. Надо увеличить давление, если получившийся угол больше заданного, и уменьшить, если деталь после гибки плохо снимается с пуансона.
При вырубке может появиться заусенец. Для его устранения надо заострить режущие кромки пуансона, снять шлифованием слой 0,1-0,15 мм. Если контур не вырубается полностью, необходимо доводочными операциями распределить равномерно припуск.
При наладке используется различный инструмент, включая напильники, пневматические и электрические бормашинки, оснащенные шлифовальными кругами и оправками - плоскими, коническими, цилиндрическими, сферическими и т. д. Выбор абразива по твердости и зернистости зависит от механических свойств обрабатываемого материала. Например, для обработки деталей из мягкой стали нужны твердые круги и оправки, которые при этом самозатачиваются, а для твердой стали - мягкие абразивы. Обычно применяют белый электрокорунд или корунд черный и зеленый. Зернистость выбирают в зависимости от вида зачистки и шлифования, требуемой чистоты и точности обработки. Так, согласно ГОСТ 3647-71 для обдирочных работ используют полировальные круги со шлифовальным зерном № 46, 100, для отделочных работ- шлифовальный порошок № 320, для прорезки пазов, шлифования режущих кромок, выполнения отверстий посредством пневматических машинок зернистость абразива выбирается № 46, 60, 80. У брусков для ручных работ зернистость должна быть, как правило, более 100.
Контрольные вопросы
1. Какие требования предъявляют к креплению штампов на прессе? 2. Что и в какой последовательности делают при закреплении штампа на прессе? 3. В чем заключаются особенности установки гибочных, а также калибровочных штампов? 4. Как устанавливают и снимают вытяжные штампы на прессах? 5. В чем заключаются трудности установки на пресс крупногабаритных штампов? 6. Назвать основные виды брака штампованных изделий. 7. Какова последовательность установки штампов на прессах с выдвижными столами? 8. Как закрепляют верхнюю часть штампа гидрозажимами на ползуне? 9. Расскажите о наладке штампа для штамповки эластичной средой.