
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. Холодновысадочные автоматы. Схема одноударного холодновысадочного автомата. Внешний вид двухударного автомата АА1216 с цельной матрицей.
Холодновысадочные автоматы предназначены для объемной штамповки. Наиболее широко применяемыми являются однопозиционные автоматы с цельной или разъемной матрицей. Эти автоматы могут быть одно-, двух- и трехударными.
Автоматы с цельной матрицей применяют в основном для изготовления изделий со стержнем длиной до 5 диаметров. Чаще применяют автоматы двухударные с цельной матрицей с нормальным числом ходов в минуту в зависимости от диаметра стержня. На одноударных автоматах высаживаются только такие изделия (шурупы, винты, заклепки), у которых длина высаживаемой части равна 2-2,5 диаметра стержня.
На двухударных автоматах с цельной матрицей изготовляются изделия, как правило, со стержнем длиной до 5 диаметров. Трех-ударные автоматы отличаются от двухударных передаточным числом от коленчатого вала к распределительному, а также конструкцией перемещения салазок, в которых укреплены пуансоны.
На рис. 54 представлена кинематическая схема одноударного автомата с цельной матрицей. От электродвигателя 1 вращательное движение передается через зубчатую передачу 16 на коленчатый вал 2. На коленчатом валу посажен эксцентрик 15, от которого приводится фрикционная муфта 8 и желобчатые ролики 6 механизма подачи материала 7. С помощью муфты 8 с храповиком осуществляется прерывистая односторонняя подача.
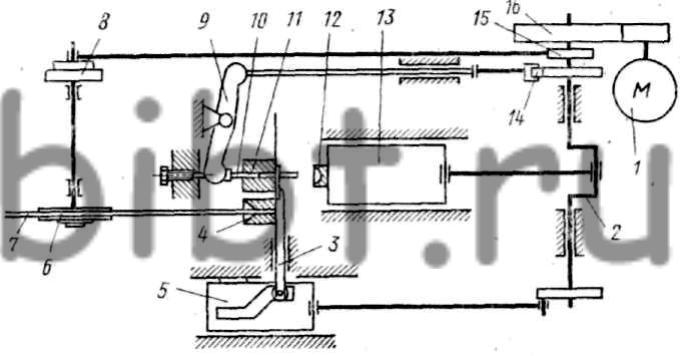
Рис. 54. Кинематическая схема одноударного холодновысадочного автомата
Высадочный ползун 13 с пуансоном 12 осуществляют возвратно-поступательное движение. От коленчатого вала 2 передается движение боковому ползуну 5, от которого работает ножевой шток 3, переносящий заготовку с отрезной матрицы 4 к высадочной матрице 11. Изделие после высадки выталкивается выталкивателем 10 при повороте рычага 9, действующего от кулачкового механизма 14.
Однопозиционные двухударные автоматы с цельной матрицей по сравнению с одноударными применяются чаще, так как они позволяют изготовлять изделия с повышенной точностью, с высоким классом шероховатости поверхности.
Двухударные автоматы с цельной матрицей изготовляют различных моделей. Например, на автоматах А1222А и А1223 установлена пневматическая фрикционная муфта, сблокированная с ленточным тормозом, а на автоматах АА1216 и А1218А муфта и тормоз не установлены.
Кинематическая схема двухударного автомата, в котором нет муфты и тормоза, показана на рис. 55. Заготовка-пруток 3 прерывисто подается роликом 2 через отрезную матрицу 1 до упора 11, регулируемого на длину отреза. Нож 8, отрезав стержень 9, переносит его к высадочной матрице и держит до того времени, пока пуансон предварительной высадки 10 не втолкнет его в матрицу. После этого нож возвращается в исходное положение.
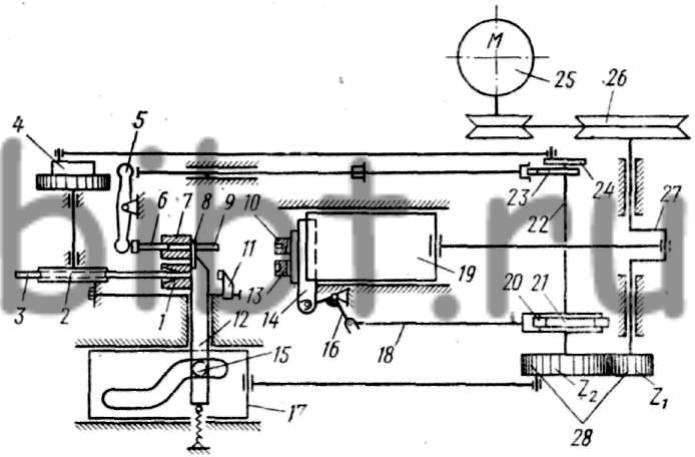
Рис. 55. Кинематическая схема двухударного холодновысадочного автомата
При первом ударе стержень высаживается пуансоном 10 до упора-выталкивателя 6. При втором ударе головка изделия высаживается окончательно пуансоном 13. Движение пуансонов в продольном направлении, по оси изделия, осуществляется ползуном 19, действующим от коленчатого вала 27.
Поперечное перемещение пуансонов достигается с помощью салазок 14, которые связаны двуплечим рычагом 16, шатуном 18 и роликами 20 с кулачковым механизмом 21. Кулачковый механизм смонтирован на распределительном валу 22, получающем вращательное движение через зубчатую передачу 28.
Механизм подачи пруткового материала 7 имеет храповое устройство 4, с помощью которого осуществляется прерывистое вращение роликов подачи 2. Подача регулируется изменением эксцентриситета диска 24 посредством сухаря и винта. Привод выталкивателя 6 и рычага 5 осуществляется от кулака-выталкивателя 23, посаженного на распределительном валу.
Коленчатый вал 27 приводится от электродвигателя 25 через клиноременную передачу 26. Ножевой шток 12 имеет такое же устройство и привод, как и на одноударном автомате. Боковой ползун 17 снабжен копирной дорожкой, в которую вставлен ролик 15, связанный с ножевым штоком.
Для точного взаимодействия основных узлов автомата строят цикловые диаграммы, где за основу принимают углы поворота коленчатого вала. Затем по намечаемой последовательности устанавливают периоды работы и взаимодействия остальных механизмов. Над цикловыми диаграммами располагают кривые путей механизмов автомата. Эти кривые показывают время и путь каждого механизма, которые соответствуют определенным углам поворота коленчатого вала. Цикл работы определяется в зависимости от числа ударов: для одноударных автоматов 360°, для двухударных 720, для трехударных 1080°.
На рис. 56 показан внешний вид двухударного автомата АА1216 с цельной матрицей. Все движущиеся части автомата имеют ограждение, гарантирующее безопасность работы и обслуживания. По желанию заказчика автомат комплектуется устройством для размотки калиброванной проволоки из бунта. Кроме вышеуказанных, в СССР изготовляют и эксплуатируют холодновысадочные автоматы с разъемной матрицей (АА161, А1419, А1420, А1421 и др.), позволяющие применять более длинные заготовки для высадки. На таких автоматах заготовка с помощью подающих роликов проталкивается через раскрытые полуматрицы до поворотного упора, затем при ходе разъемной матрицы заготовка отрезается и подается на ось высадки, зажатой в полуматрицы.
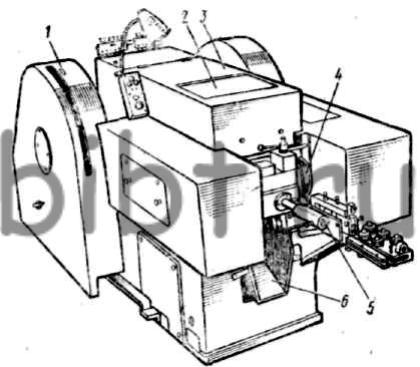
Рис. 56. Внешний вид двухударного автомата модели АА1216:
1 - кожух привода, 2 - механизм высадки. 3 - зубчатая передача, 4- механизм подачи, 5 - механизм выталкивателя, 6 - лоток выгрузки
В СССР применяют также шариковые автоматы А142А, А145, АБ148, роликовые автоматы А145А, АБ148А, многопозиционные автоматы АБ1918, А1919, А1920, А1921 и др. На многопозиционных автоматах осуществляется комплекс технологических переходов: отрезка заготовок, осадка, образование фасок, калибровка торцов, редуцирование, прямое и обратное прессование, высадка, формовка, накатка резьбы.