
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Комбинированные пресс-ножницы. Схема комбинированных пресс-ножниц НБ633.
Комбинированные пресс-ножницы применяются для резания листового, полосового, сортового, фасонного проката. В зависимости от типоразмера ножниц резку осуществляют ножами, закрепленными в станине (один) или в ползуне (другой), причем ползун совершает качательное или возвратно-поступательное движение. При резке качающимся ползуном наблюдается искажение фасонного профиля проката, поэтому требуется тщательная наладка с учетом разности скоростей крайних точек ножа.
Резка листового материала качающимся ползуном происходит со скольжением ножа по разрезаемому материалу, что улучшает качество реза, но при этом уменьшает стойкость режущих кромок ножей. На многих моделях комбинированных пресс-ножниц кроме основных устанавливают дополнительные узлы, например для пробивки отверстий и для зарубок в полках фасонного проката. Конструкция комбинированных пресс-ножниц с возвратно-поступательным ползуном улучшает качество реза фасонного проката. По такой схеме выпускаются ножницы модели Н5225.
Усилие резания фасонного проката всегда направлено под углом 45° относительно основания станины. Этот угол выбран для удобства обслуживания. Основным параметром при определении производительности ножниц и скорости резания служит число ходов ползуна в минуту.
Резка всех видов проката должна производиться при обязательном применении прижимных устройств, расположенных со стороны неподвижных ножей, чтобы избежать опрокидывание заготовки. При резке сортового и листового проката употребляют винтовые (регулируемые) прижимы. В прилагаемом к пресс-ножницам паспорте и руководстве указаны основные правила обслуживания и техники безопасности.
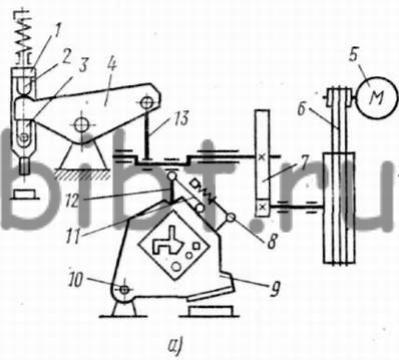
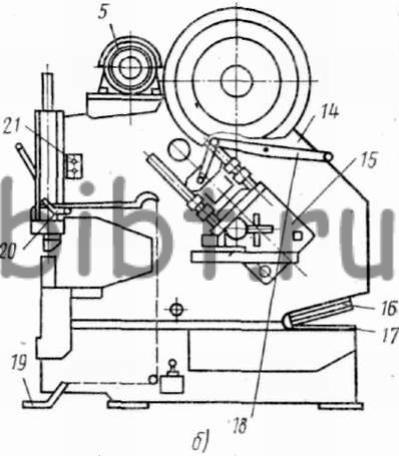
Рис. 53. Кинематическая схема (а) и вид спереди (б) комбинированных пресс-ножниц
На рис. 53, а показана кинематическая схема комбинированных пресс-ножниц НБ633. От электродвигателя 5 через клино-ременную 6 и зубчатую 7 передачи вращательное движение передается коленчатому валу, с которым связаны шатуны 12 и 13. Шатун 12 воздействует на ползун 9, имеющий качательное движение на оси 10. Ползун возвращается в верхнее положение пружиной 8, а в случае его заклинивания в нижнем положении срабатывает тяга 11.
Передача к узлу для пробивки отверстий осуществляется от коленчатого вала через шатун 13 и качающийся балансир 4. Шток 1 включается посредством собачки 2 и камня 3. Сечение штока прямоугольной формы, и движется шток в чугунном корпусе.
На рис. 53, б показан вид ножниц спереди. Станина 14 выполнена сварной из листовой стали. Между основными листами помещаются ползун 9 и качающийся балансир 4 (рис. 53, а). Спереди станины сделана амбразура 15, через которую устанавливаются подвижные и неподвижные ножи. Для резки листового материала к станине крепится неподвижный нож 17, а подвижный 16 закрепляется в нижней части ползуна 9.
Включение и выключение ползуна осуществляют рычагом 18 причем включение может быть произведено только в крайнем верхнем положении. После каждого реза ползун автоматически выключается рычажной системой.
Для включения ножниц на непрерывную работу имеется упор-крючок, замыкающий рычаг управления 18. Узел для пробивки отверстий может управляться педалью 19 или рычагом 20. На станине установлена кнопочная станция «Пуск - Стоп» 21, с помощью которой включается или отключается электродвигатель 5.
Для указанных ножниц предусмотрены съемные комплекты подвижных и неподвижных ножей совместно с плитами. Пресс-ножницы поставляются заводом-изготовителем в собранном виде с нормальным режущим инструментом. Для резки двутаврового профиля и швеллера предусмотрены специальные ножи. К специальным приспособлениям относятся также задние упоры для резки сортового и листового материала. Электроаппаратура поставляется в отдельном шкафу, который при монтаже укрепляется на колонне (или стене), удаленной от пресс-ножниц не более чем на 3 м.
Защита электродвигателя осуществляется предохранителями от коротких замыканий и тепловым реле от перегрузки. При отключении электродвигателя тепловым реле для повторного его запуска необходимо нажать кнопку «Возврат», расположенную на реле. Указанный возврат возможен только через несколько минут после отключения, так как необходимо некоторое время для охлаждения биметаллических пластин.
Перед повторным пуском выясняют и устраняют причины, вызвавшие перегрузку. Кроме того, имеется нулевая защита от самовключения после исчезновения или снижения напряжения в сети.
Для присоединения ножниц к общему контуру заземления предусмотрен специальный винт заземления как на самих ножницах, так и на электрошкафу. Ниже приведены нормы точности ножниц.
Зазор между направляющими ползуна и станины (устройство для резки сортового проката и листа), мм 0,1-0,15
Зазор между направляющими штока и станины (устройства для пробивки отверстий), мм 0,04-0,06
Биение маховика, мм:
радиальное 0,1
осевое 0,2
Зазор между ножами в зависимости от толщины материала 1/15-1/30