
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава IV
ТЕХНИЧЕСКИЕ ДАННЫЕ ЛИСТОШТАМПОВОЧНЫХ ПРЕССОВ И ИХ ОБСЛУЖИВАНИЕ
§ 1. Паспорт и «Руководство к прессу». Техническая характеристика одностоечного пресса КД2328 простого действия. Кинематические схемы кривошипных прессов КА-234 и КА-9534.
К каждому прессу прилагается паспорт, в котором указываются тип пресса, модель, год выпуска, заводской номер, габаритные размеры, высота над уровнем пола, масса в тоннах и другие параметры.
Ниже приведена техническая характеристика одностоечного пресса КД2328 простого действия.
Номинальное усилие, кН (тс) 617,8 (63)
Ход ползуна, мм:
наибольший 84
наименьший 10
Число ходов в минуту 90
Регулировка длины шатуна, мм 80
Расстояние от стола до ползуна в его нижнем положении, мм:
при наибольшем ходе ползуна 340
при наименьшем ходе ползуна 377
Расстояние от стола до направляющих 440
Расстояние от оси ползуна до станины, мм 260
Высота стола над уровнем пола, мм 700
Размеры стола, мм:
справа - налево 710
спереди - назад 480
Толщина подштамповой плиты, мм 80
Масса пресса, т 4,3
Под номинальным усилием кривошипных прессов подразумевается усилие, которое может воспринять пресс без опасности поломки. Допускаемое усилие зависит от положения ползуна во время возникновения нагрузки.
Длина хода ползуна - это путь, проходимый ползуном при повороте кривошипа от мертвых точек на 180°. Число ходов в минуту ползуна равно числу оборотов в минуту коленчатого вала и, таким образом, зависит от передаточного отношения в приводе и частоты вращения электродвигателя. Число ходов в минуту и длина хода ползуна определяют скорость его движения, по числу ходов рассчитывают производительность пресса. Закрытая высота - наибольшее расстояние от поверхности стола до нижней плоскости ползуна при наибольшем ходе и нижнем его положении. Размеры ползуна и стола указываются справа - налево по фронту и спереди - назад и служат для определения габаритных размеров штампов.
Указанные выше данные - основные, но имеются и другие, к которым относятся расстояние между стойками в свету (и двух-стоечных прессов), расстояние от плиты пресса до направляющих ползуна, посадочные размеры для крепления штампов, усилие и длина хода подушки, толщина подштамповой плиты, величина которой необходима для определения допустимой высоты штампа. Кроме того, в паспорте приведены график допускаемых усилий на ползуне, кинематическая схема пресса и нормы точности изготовления пресса.
При наладке пользуются паспортом и выбирают режимы работы, соответствующие разработанной технологии. В зависимости от конструкции, типа и модели пресса в паспорте могут быть указаны следующие дополнительные данные (для двухстоечного пресса): тип муфты, тип тормоза, цикл хода (автоматический, одиночный), система смазки, тип предохранителя от перегрузки пресса, тип, мощность и число оборотов в минуту электродвигателя.
Для прессов усилием более 1961,4 кН (200 тс) указывается наибольшая сбалансированная масса верхних частей штампа с помощью уравновешивателей (пневмоцилиндров).
На рис. 57, а изображена кинематическая схема пресса простого действия. От шкива 4 электродвигателя через клиноременную передачу вращательное движение сообщается маховику 6, который посредством фрикционных дисков связан с муфтой 5. Во время включения муфты тормоз 3 растормаживается и коленчатый вал 2 делает один оборот, при этом шатун 1 с ползуном совершает двойной ход. В верхнем положении ползуна муфта выключается, а тормоз включается и осуществляет с помощью, пружин торможение.
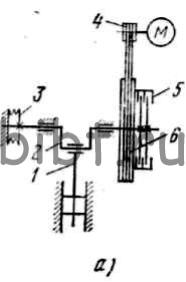
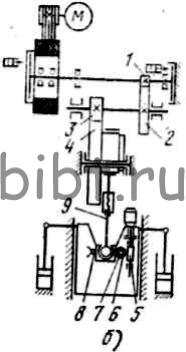
Рис. 57. Кинематические схемы кривошипных прессов КА-234 (а) и КА-9534 (б)
На рис. 57, б приведена кинематическая схема кривошипного пресса простого действия КА-9534 усилием 2,5 МН (250 тс). Как видно на схеме, передача на главный вал осуществляется через промежуточные валы, на которых смонтированы зубчатые колеса 1, 2, 3, 4, причем колесо 4 имеет кривошип, заменяющий коленчатый вал. Межштамповая высота регулируется с помощью отдельного электродвигателя и червячных передач 5, 6, 7, 8, которые сообщают вращательное движение винту 9.
Одним из важных показателей, указываемых в паспорте, является допускаемое усилие на ползуне. Если к ползуну приложить усилие, которое будет превышать номинальное, то произойдет перегрузка узлов и деталей пресса, что вызовет повышенный их износ и сокращение срока службы, а возможно и поломку. Поэтому потребное усилие для штамповки изделия предварительно рассчитывают при разработке технологического процесса. Если при расчете потребное усилие оказалось больше номинального (указанного в паспорте), тогда подбирают другой пресс. Надежность работы пресса зависит от правильного использования его технологических возможностей.
Допускаемые усилия могут быть указаны в паспорте в виде графика в зависимости от длины хода ползуна (рис. 58). На данном графике указано, что наибольшее допускаемое усилие 240 тс будет в нижнем положении ползуна при Sн=2 мм.
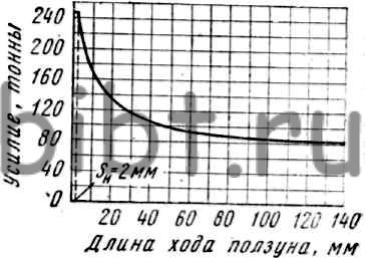
Рис. 58. График допускаемых усилий на ползуне в зависимости от длины его хода
Кроме паспорта к каждому прессу заводом-изготовителем прикладывается так называемое «Руководство к прессу», в котором содержатся следующие описания: назначение и область применения пресса, распаковка и перемещение, фундамент пресса, монтаж, установка, подготовка пресса к первоначальному пуску, режим работы пресса, механизмы и узлы, электрическая схема, смазка, наладка и настройка пресса, первоначальный пуск пресса, техника безопасности, правила ежедневного ухода за прессом, неисправности и способы их устранения.
Наиболее сложным и ответственным является механизм управления прессом, который по типу привода может быть механическим, пневматическим, электрическим или электропневматическим. В прессах последних выпусков механическое управление не применяется, допускается его использование только на прессах-автоматах. Пневматическая и электрическая системы управления применяются на прессах с жесткой муфтой включения (см. рис. 22, 23).
На большинстве прессов последних выпусков устанавливается электропневматическая система управления, позволяющая вести работу на трех режимах: наладочный ход, одиночный ход и непрерывный ход.