
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Процесс вырубки и пробивки. Усилие для вырубки или пробивки в штампах. Величины двусторонних зазоров между матрицей и паунсоном при вырезке.
Процесс вырубки и пробивки происходит следующим образом. В начале проникновения пуансона в толщу материала образуется изгиб и вблизи режущих кромок создаются большие напряжения, под действием которых материал начинает течь и сминаться. При дальнейшем поступлении пуансона напряжения увеличиваются и достигают величины, равной сопротивлению материала срезу. После этого вблизи режущих кромок пуансона и матрицы образуются трещины.
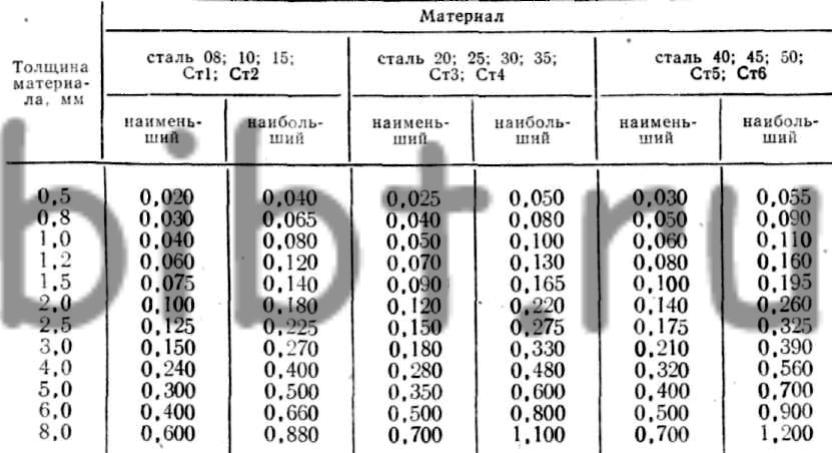
В момент смыкания трещин, идущих от пуансона и матрицы, осуществляется полное отделение вырезаемого изделия от заготовки и проталкивание его через матрицу с преодолением силы трения. Величина предварительного внедрения пуансона в толщу материала до момента появления трещин (скалывания) колеблется в пределах от 20 до 70% толщины материала. Угол скалывания зависит от твердости штампуемого материала и величины зазора между пуансоном и матрицей. Рекомендуемые двусторонние зазоры между пуансоном и матрицей при вырезке, пробивке, обрезке (табл. 1) подбираются в зависимости от толщины и свойств материала.
1. Двусторонние зазоры между пуансоном и матрицей, мм
Усилие для вырубки или пробивки рассчитывают по следующей формуле:
P = ПSτK, где Р - усилие, Н;
П - периметр вырубаемой детали, м; S -толщина материала, м;
К - коэффициент запаса 1,1-1,3;
τ - сопротивление срезу, Па (Н/м2), зависящее от предела прочности материала.
Значения сопротивления срезу τ для различных металлов приведены в табл. 2, где h глубина проникновения пуансона в металл в момент достижения максимального усилия (глубина h указана в % относительно толщины материала S).
2. Механические свойства основных листовых материалов
| Материал | Металл отожженный | Металл твердый | ||||
| τ, МПа | (h/S) • 100, % | τ, МПа | (h/S) • 100, % | |||
| S<4 мм | 10≥S≥ 4 мм | S<4 мм | 10≥S≥4 мм | |||
Сталь 08 |
250-280 | 600-550 | - | 320-350 | 500 | - |
Сталь 10кп Ст1 |
280-300 | 550-500 | - | 350-380 | 500 | - |
Сталь 20 Ст2 |
300-320 | 500 | 450 | 380-420 | 450 | 380 |
Сталь 25 Ст3 |
320-350 | 470 | 400 | 420-450 | 400 | 280 |
Сталь 30 Ст4 |
350-380 | 450 | 330 | 450-500 | 350 | 220 |
Сталь 35 Ст5 |
400-450 | 400 | 270 | 500-550 | 300 | 170 |
Нержавеющая сталь 1X13 |
360-380 | 450 | - | - | - | - |
Медь M1, M2, М3 |
180-220 | 550 | - | 250-280 | 300 | - |
Латунь Л62 Латунь Л68 |
220-280 | 600 | 500 | 350-400 | 300-200 | 200 |
Алюминий АД, АД1 |
70-90 | 650-550 | 600 | 110-150 | 500-400 | 300 |
Дуралюмин Д1, Д16 |
140-180 | 500-380 | 350 | 260-300 | 350-250 | 250 |
Цинк |
120 | 500 | - | 200 | 250 | - |
Значения сопротивления срезу неметаллических материалов (МПа) приведены ниже.
Текстолит 90-140
Гетинакс 80-120
Стеклотекстолит 120-150
Органическое стекло 70-80
Фибра 120-170
Эбонит 30
Полиэтилен 30-40
Паронит 30-50
Картон 30-60
Резина 6-10
Для неметаллических материалов вырезку следует производить на штампах с сильным прижимом и заостренными режущими кромками в виде клина на матрице. Бумагу, картон и фибру можно штамповать на штампах обычного типа.
Величины двусторонних зазоров между матрицей и паунсоном при вырезке составляют:
для текстолита, гетинакса, фибры от 0,04 до 0,05 S;
для бумаги и картона от 0,02 до 0,03 S.
Усилие вырубки и пробивки в штампах зависит от величины зазоров, режущих кромок матрицы и пуансона, скорости деформации и смазки материала. Для облегчения условий резания соблюдают оптимальные зазоры для каждого материала и толщины, содержат острыми режущие кромки пуансона и матрицы. Лучшими режущими кромками матрицы и пуансона считаются варианты, показанные на рис. 6, а, в, где отверстие матрицы выполнено в виде пояска определенной высоты, переходящего в конус. Преимущество этого типа состоит в том, что такие матрицы имеют прочную режущую кромку и при заточке не теряют своего рабочего размера. Но такой профиль увеличивает трение вырезанного изделия о стенки отверстия матрицы.
В другом варианте (рис. 6, в, г) отверстие в матрице изготавливают конусным в зависимости от толщины материала. Односторонний угол берется от 10' до 1°. При этом варианте намного уменьшается трение изделия при его проталкивании пуансоном во время вырезки.
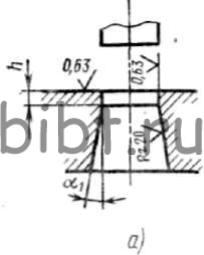
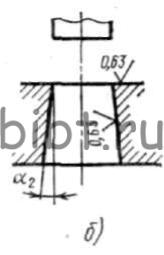
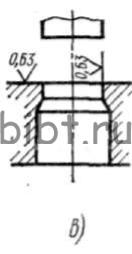
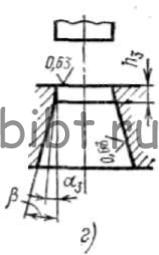
Рис 6. Варианты профилей матриц с цилиндрическим пояском (а), конусом от рабочей плоскости (б), двумя цилиндрическими участками (в), двумя конусами (г)
Для проталкивания изделия через отверстие матрицы и съема заготовки с пуансона требуются определенные усилия в зависимости от марки материала, его толщины. Кроме того, при этом учитываются величина зазора между пуансоном и матрицей и степень смазки материалов. Наличие смазки снижает коэффициент трения. Усилие проталкивания и усилие съема учитываются при общем расчете усилия вырубки или пробивки и в формулу вводятся в виде коэффициента запаса К. В штампах для пробивки отверстий усилие вырубки может быть уменьшено за счет ступенчатого расположения пуансонов по высоте.