
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Гибка листового материала. Усилие при гибке полосы на одноугловом штампе.
Гибка листового материала является процессом упругопластической деформации, происходящим различно с каждой из сторон изгибаемой заготовки. Волокна материала внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлениях. Наружные волокна (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлениях. Между удлиненными и укороченными волокнами находится нейтральный слой, который не испытывает ни сжатия, ни растяжения. Линия пересечения нейтрального слоя с плоскостью какого-либо поперечного сечения называется нейтральной осью. Эта нейтральная ось во время гибки не изменяет своей первоначальной длины.
На протяжении процесса гибки заготовка имеет внутренний радиус R больше, чем у пуансона штампа. При опускании пуансона радиус гибки уменьшается.
Окончательную форму заготовка принимает в конце хода пуансона при жестком калибрующем ударе.
На рис. 7 изображена последовательность гибки заготовки с нанесенной сеткой. В положении I заготовка показана до гибки, в положении II - после гибки. Если измерить заготовку до гибки между точками А и Б, а после изгиба измерить длину дуги между точками а и б, в и г, то увидим, что дуга аб получится больше длины АБ, а длина дуги вг (по внутренним волокнам) будет меньше длины АБ. Нейтральная линия О - О равна длине заготовки АБ.
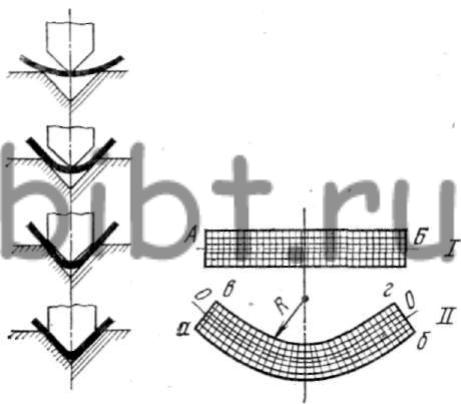
Рис. 7. Последовательность гибки заготовки с нанесенной сеткой на поперечном сечении полосы.
Длина дуги для гибки рассчитывается по формуле l = πRнαo/180o, где αo - угол гибки. Радиус изгиба по нейтральному слою (мм) Rн=RSK, где S - толщина изгибаемой заготовки, мм; К - коэффициент, зависящий от свойств материала.
Коэффициент К для некоторых материалов составляет: медь - 0,25, мягкая латунь - 0,3, твердая латунь - 0,4, мягкая сталь - 0,5; сталь средней твердости - 0,6 (при точных расчетах берется по таблице).
Радиус закругления пуансона в основном принимают равным внутреннему радиусу изделия. Если металл при гибке «пружинит», то применяют калибрующий (чеканящий) удар, от которого напряженное состояние изгибаемого материала резко изменяется. Величина зазора оказывает влияние на усилие гибки. При малых зазорах получается утонение толщины изделия.
Для ориентировочных расчетов величину зазора на одну сторону определяют из следующих соотношений:
для стали zг=(1,05÷1,15)S;
для цветных металлов (медь, латунь, алюминий) zг= (1,0÷1,1)S.
Усилие при гибке полосы на одноугловом штампе можно определить из формулы момента силы М (Н*м) для случая балки, лежащей на двух опорах, нагруженной посредине:
М = Р0lх/4 = W(1,5 + εв)σв = bS2(1,5 + εв)σв/6,
где Р0 -усилие гибки, Н; lх - длина заготовки, м; b - ширина полосы, м; S - толщина полосы, м; W - момент сопротивления (bS2/6), м3; σв - предел прочности для стали 200-500 МПа (Н/м2), εв - коэффициент деформации (0,2 для стали 20).
Преобразуя указанную формулу, получим усилие гибки Р (Н) для любого положения пуансона: Р = 4bS2(1,5 + εв)σв/6lх.
Учитывая силу трения, получим P=P0+ Pтр= 1,3Р0, H.