
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Особенности эксплуатации гидравлических прессов. Уход за гидропрессовой установкой. Основные неисправности гидравлических прессов, их причины и способы устранения.
Тщательный уход за прессом, соблюдение правил эксплуатации, установленных сроков ремонта - основные условия бесперебойной работы оборудования.
Сведения о прессе, об особенностях его конструкции и вытекающих отсюда нормах эксплуатации содержатся в технической документации, которой завод-изготовитель снабжает каждую машину. В этой документации в первую очередь следует выделить «Руководство к прессу», куда входят акт технической приемки пресса ОТК завода-изготовителя, акт технического испытания, а также сведения о назначении пресса, его конструкции, об электрооборудовании, правила пуска пресса и ухода за ним, порядок регулировки механизмов и т. д.
В техническую документацию входит также паспорт пресса, содержащий данные о массе, габаритных размерах, а также общий вид пресса, заводской номер и другие сведения.
Уход за гидропрессовой установкой. Все узлы и аппаратуру управления периодически осматривают, проверяя, нет ли утечек, сохранилась ли требуемая настройка механизмов и т. д. Затяжку гаек колонн, например, контролируют не реже одного раза в месяц, используя щуп. Зазор между поперечинами и торцами гаек не должен превышать 0,05 мм.
Трубопроводы осматривают ежедневно, так как они наиболее подвержены коррозии. При недостаточном контроле может произойти разрыв трубы. Практикой установлено, что трубопроводы высокого давления 39,2 МПа (до 400 кгс/см2), выполненные из горячекатаных труб диаметром 240-250 м и толщиной стенки 45-50 мм, служат около полутора лет. Особенно сильные разрушения наблюдаются в местах соединений труб. Трубы в этих местах сначала растачивают, а затем наплавляют до нужного размера аустенитными электродами.
При обнаружении течи немедленно подтягивают гайки в соединении или заваривают трубу. Затяжки гаек в соединениях трубопровода высокого давления проверяют не реже одного раза в неделю, а уплотнения плунжеров и клапанных штоков осматривают ежедневно. Необходимо следить за тем, чтобы клапаны аппаратуры управления плавно передвигались, плотно садились в седло, не пропуская жидкости. Золотники также должны плавно передвигаться в своих корпусах.
Гидросистему очищают не реже одного раза в три месяца. Водная эмульсия, используемая для очистки в гидросистеме пресса, приготовляется в специальной установке, состоящей из. бака и воздушного смесителя. Он представляет собой трубопровод с отверстиями в стенках. Бак на одну треть заполняется водой, температура которой должна быть 30-40°, затем в воде растворяют кальцинированную соду (при подаче в смеситель воздуха). Далее в бак заливают эмульсол из расчета 2-4 л на 98 л воды (и пускают воздух в смеситель). Получив однородную сметанообразную массу, ее разбавляют до нужной концентрации чистой, без видимых механических примесей водой и еще раз перемешивают, после чего готовая эмульсия центробежным насосом перекачивается в бак насосно-аккумуляторной станции.
При работе с эмульсией необходимо следить за ее кислотностью, так как обезжиривание и окисление происходят быстро и вызывают коррозию. Кислотность или щелочность (последняя особенно вредна для цветных металлов) проверяются фенолфталеиновой или лакмусовой бумагой. Первая при наличии кислоты окрашивается в красный цвет, вторая определяет щелочность.
Если пресс работает на масле, оно после спуска из системы фильтруется. Баки и фильтры тщательно промывают, затем масло снова заливают в бак. Полностью масло заменяют раз в полгода. Кроме того, всячески ограничивают проникновение пыли и грязи из окружающей среды, не допускают возможного всасывания воздуха. Все эти меры принимаются в связи со старением масла, причиной чего являются всевозможные загрязнения, действие тепла и света, проникновение кислорода из воздуха. В результате масло темнеет, образуются органические кислоты, смолистые вещества, шлаки и т. д. Все это активизирует коррозию, приводит к засорению элементов гидравлической системы.
В качестве фильтров используются различные сетки из перфорированной жести (грубый фильтр для задержки крупных частиц загрязнений), проволочные (10-20 отверстий на 1 см2), матерчатые или войлочные вставки. Кроме того, для устранения металлических частиц применяют магнитные фильтры, которые представляют собой, например, пластмассовые трубки, в которых с промежутками расположены постоянные магниты. Трубку время от времени вынимают из жидкости, вытирают и снова опускают в жидкость. Фильтр кладут на дно резервуара или подвешивают на проволоке.
В «Руководстве к прессу» указываются давления, на которые должны быть настроены предохранительные клапаны, а также электроконтактные манометры, имеющиеся в системе.
Особое внимание уделяется клапанам. Уплотняющие их поверхности часто повреждаются из-за неровностей седла, образующихся при попадании загрязнений, песка и т. п., а также из-за неплотного закрытия клапана. Тогда жидкость протекает через него с увеличенной скоростью. Надо следить за тем, чтобы открытие и закрытие клапанов было постепенным.
Высокая износостойкость трущихся деталей пресса обеспечивается правильным выбором смазочных материалов, соответствующей своевременной смазкой. Общие сведения о смазке приведены в гл. X.
Детали, несущие большую нагрузку, смазываются принудительно, под давлением (например, от автоматической смазочной станции, при этом используется жидкая смазка). Вручную смазывают плунжеры рабочих и других цилиндров (при питании их водой или эмульсией), колонны прессов, направляющие подвижного стола и т. д. Режим смазки - раз в смену. При этом пользуются консистентными смазками УС-2 (солидол), синтетическим солидолом и т. д. Шарнирные соединения рычагов, тяг, валов и других механизмов управления смазывают из ручной масленки индустриальным маслом или консталином.
Масло к подшипникам электродвигателей, насосов и других узлов из специальных масляных баков, расположенных ниже уровня пола цеха, подается масляным насосом шестеренчатого типа (рис. 116), который работает следующим образом. Две шестерни ( зубчатые колеса) 5, входящие в зацепление друг с другом и приводимые в движение от электродвигателя, поднимают масло в нагнетательный штуцер 4. Подачу регулируют винтом 1, поджимающим пружину 2 клапана 3. Если давление повышается сверх того, на которое отрегулирована пружина, клапан откроется и излишек масла по каналам А и Б попадает во всасывающую трубу 6.
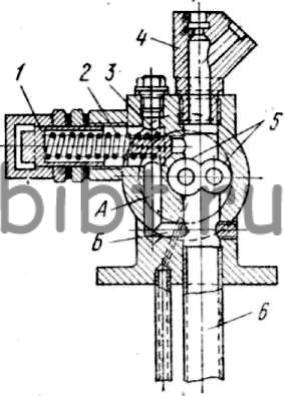
Рис. 116. Масляный насос шестеренчатого типа
Основные неисправности гидравлических прессов, их причины и способы устранения приведены в табл. 6.
6. Основные неисправности гидравлических прессов, их причины и способы устранения
| Характер неисправности | Причины | Способ устранения |
Шум в клапанах распределителей и трубах при открывании клапанов |
Разгрузочные клапаны имеют чрезмерно большой зазор внутри основного клапана, поэтому при открытии вибрируют под давлением жидкости |
Отрегулировать нужный ход разгрузочного клапана |
Диаметр сливной трубы чрезмерно увеличен по сравнению с проходным сечением клапана |
Установить в трубе дроссельные шайбы, уменьшающие ее диаметр |
|
При закрытии клапанов слышны резкие удары |
Воздух в клапане. Сжимаясь при открытии клапана, воздух быстро расширяется и резко сажает клапан на седло |
Спустить воздух через воздухо-спускные пробки или через соединения труб в местах уплотнения |
Толчки в механизмах при закрытии клапана |
Гидравлические удары из-за нечеткой работы клапанов |
Отрегулировать величину подъема клапанов зажатием или ослаблением клапанных пружин |
Рукоятка в положении «Обратный ход», но подвижная поперечина не трогается с места |
Заедает сливной или рабочий клапан. Неисправен привод клапанов в распределителе |
Вскрыть клапан, устранить заеданиеДополнить смазку, ликвидировать заедание вала |
Недостаточно давление жидкости |
Установить рукоятки в положение «Стоп», выяснить причину падения давления и устранить неисправность |
|
Рукоятка в положении «Опускание», но опускания не происходит |
Заклинен клапан в распределителе обратных цилиндров Воздух в гидросистеме |
Вскрыть распределитель, устранить заедание клапана Открыть воздухоспускные пробки, спустить воздух |
Пресс не развивает нужного усилия, хотя рукоятка находится в положении «Рабочий ход» |
Не закрывается наполнительный клапан |
Остановить пресс, перевести рукоятку в положение «Стоп», отключить источник высокого давления, снять давление в наполнительной системе, вскрыть наполнительный клапан и устранить неисправность |
Примечание. В аварийном журнале фиксируют данные о произведенном внеочередном ремонте.